GOST R 51585-2000
PADRÃO ESTADUAL DA FEDERAÇÃO RUSSA
MOLAS DE FOLHAS PARA AUTOMÓVEIS
VEÍCULO
Especificações Gerais
GOSSTANDART DA RÚSSIA
Moscou
Prefácio
1 DESENVOLVIDO E APRESENTADO pela Comissão Técnica TC 56 "Transporte Rodoviário"
2 ADOTADO E INTRODUZIDO PELO Decreto da Norma Estadual da Rússia de 10 de abril de 2000 nº 97-st
3 APRESENTADO PELA PRIMEIRA VEZ
GOST R 51585-2000
PADRÃO ESTADUAL DA FEDERAÇÃO RUSSA
MOLAS DE FOLHAS PARA VEÍCULOS AUTOMÓVEIS
São comuns especificações
Molas de lâmina de veículos automotores. Especificações Gerais
Data de introdução 2001-01-01
1 área de uso
A norma aplica-se a chapas de aço e molas multifolhas* e seus elementos de veículos automotores (ATS): automóveis, ônibus, trólebus, reboques e semirreboques.
* Molas de folhas pequenas são feitas de folhas de perfil longitudinal variável, molas de folhas múltiplas - de folhas de perfil longitudinal constante.
2 Referências normativas
F os , daN ou deformação durante o caladoF os , milímetros;lança de deflexão sob carga de controleH k, mm;
rigidez da mola na carga de controle C, daN× cm -1 ;
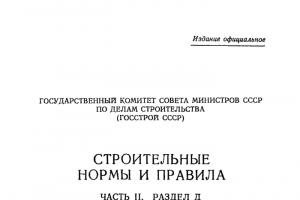
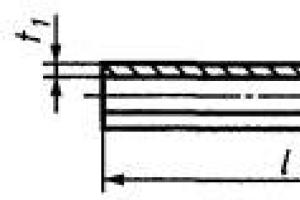
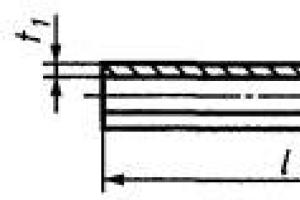
comprimento da mola L, L', mm (figura );
comprimento da extremidade dianteira da mola (para molas assimétricas)eu A, mm;
dureza das chapas após tratamento térmico, HB.
Parâmetros de referência:
largura da mola b, mm (figura );
largura das extremidades da mola, mm;
altura do pacote T, mm (figura );
queda de mola sem cargaH 0, milímetros;
deflexão sob carga de controlef k, mm;
deflexão sob carga de traçãof os, mm.
Imagem 1
3.2 As molas são fabricadas nas larguras de 45, 55, 65, 75, 90, 100, 120 mm, sendo os tamanhos preferenciais 65, 75 e 90 mm.
3.3 Dimensões do diâmetro interno das buchas metálicas das orelhasd V (figura ) além das buchas projetadas para trabalhar com buchas de borracha e buchas de design especial são mostradas na tabela. A tolerância para o diâmetro interno dessas buchas não é maior que ISTO 11 de acordo com GOST 25346.
O parâmetro de rugosidade da superfície interna das buchas de metal usinadas das molas e pinos de acoplamento não deve ser superior aRá\u003d 2,5 mícrons de acordo com GOST 2789.
tabela 1
|
Dimensões, mm |
|||||
|
Largura da mola b |
|||||
|
Diâmetro interno da bucha de orelha d V |
|||||
|
Observação - As dimensões entre parênteses não são recomendadas. |
|||||
3.4 A tolerância para o diâmetro interno dos olhais torcidos (figura ) com furos usinados não deve ultrapassar IT11, e para os diâmetros dos olhais com superfície bruta o desvio não deve ultrapassar 0,5 mm ou ±0,25 mm.
3.5 As dimensões dos parafusos centrais e braçadeiras são fornecidas nos apêndices e.
4 Requisitos técnicos
4.1 As molas acabadas e seus elementos devem atender aos requisitos desta norma e ser fabricados de acordo com a documentação de projeto aprovada na forma prescrita. As molas devem ser feitas de aço laminado a quente de acordo com GOST 14959 ou especificações técnicas (TU) para aço aprovado da maneira prescrita. Recomenda-se o uso de aços contendo vanádio.
4.2 Instale duas classes de molas:
1º - de uma tira de aço mola de alta precisão e alta qualidade para molas de carros, ônibus, trólebus;
2º - de tira laminada de precisão normal ou aumentada para molas de caminhões, reboques e semi-reboques.
As molas de ônibus e trólebus, fabricadas a partir de chapas de molas de caminhões, podem ser fabricadas conforme a 2ª classe.
4.3 As chapas devem ser tratadas termicamente.
A dureza das chapas deve ser de 363 ... 444 HB. Nesse caso, a diferença permitida nos valores de dureza de todas as molas de lâmina, especificadas na documentação do projeto, não deve exceder 65 HB. No caso de tipos especiais de tratamento térmico (por exemplo, HDTV), a dureza deve atender aos requisitos da documentação do projeto.
4.4 As superfícies das chapas tratadas termicamente, incluindo as laterais das nervuras, as bordas das extremidades das chapas, as bordas dos furos feitos nas chapas, devem estar livres de delaminações, rachaduras, conchas, entalhes frios, entalhes e rebaixos em os locais de processamento mecânico das chapas e de origem de outros defeitos mecânicos ou metalúrgicos, diminuindo a durabilidade da mola.
De acordo com o projetista da documentação do projeto, são permitidos cavacos únicos de até 20 mm de comprimento desde a extremidade das chapas (exceto as principais) até a largura da prateleira de perfis assimétricos.
4.5 As superfícies das folhas de mola que trabalham em tração são submetidas a endurecimento superficial (captura, etc.). Folhas de molas de lâminas pequenas são recomendadas para serem jateadas em um estado de tensão.
4.6 A profundidade da camada descarbonetada total (ferrita + zona de transição) das chapas tratadas termicamente não deve exceder a profundidade da camada descarbonetada de aço mola antes do tratamento térmico, admissível de acordo com GOST 14959. É permitido aumentar a profundidade da camada descarbonetada em locais sujeitos a aquecimento secundário. Para chapas de aços contendo vanádio, é permitido reduzir o teor de carbono na camada superficial (1,5% da espessura da chapa) em não mais de 20%, seu teor no núcleo e o teor de martensita revenida de grão fino ou trostomartensita em pelo menos 80%.
4.7 A forma de foice das chapas tratadas termicamente (figura ) não deve exceder os valores dados no GOST 7419.
Figura 2
4.8 Para reduzir a forma crescente, é permitido o endireitamento a frio de chapas tratadas termicamente com comprimento superior a 800 mm, desde que assegurada a durabilidade necessária das molas, determinada em ensaios de bancada.
4.9 O diâmetro nominal do furo central deve exceder o diâmetro nominal do parafuso central em não mais que 0,5 mm. Os desvios do tamanho do furo ao longo do menor diâmetro não devem exceder 0,5 mm, enquanto a operação de fazer um furo central (perfuração, etc.) começa na lateral da superfície de estiramento da chapa. Do lado da superfície de estiramento da chapa, recomenda-se que o furo seja feito com um raio de curvatura de 2 - 4 mm ou com um chanfro de 1 - 2 mm.
4.10 Os desvios máximos do furo central e da protuberância de fixação do eixo longitudinal de simetria da folha de mola não devem exceder 1 mm com largura de folha de 90 mm inclusive e 1,4 mm - com 100 mm ou mais. As protuberâncias destinadas à fixação das chapas na parte central da mola não devem desviar-se mais de 1 mm do eixo longitudinal de simetria da lâmina da mola. Se houver duas protuberâncias, a soma de seus desvios em direções diferentes do eixo longitudinal da folha não é superior a 0,3 mm.
Os desvios do comprimento das folhas com extremidades desenhadas são definidos em CD.
4.14 A fixação das buchas nos ressaltos da mola deve impedir a rotação e deslocamento axial dos mesmos em relação aos ressaltos durante a operação.
4.15 As tolerâncias de perpendicularidade do eixo olho da mola com bucha prensada, medida a uma distância de 250 mm do plano longitudinal da mola, não deve ultrapassar 3,0 mm no plano horizontal e 4,0 mm no plano vertical (figura ).
Para tipos especiais de tratamento térmico, a carga de perturbação é definida na documentação do projeto.
4.19 Uma das superfícies adjacentes de atrito das folhas antes de montar as molas é lubrificada com graxa de grafite de acordo com GOST 3333. Ao usar um revestimento anticorrosivo especial de chapas ou juntas entre elas, as superfícies das chapas podem não ser lubrificadas.
1.2 - com espessura nominal de chapas até 8 mm inclusive;
2.0 » » » » St. 8 a 16 mm inclusive;
2,8 » » » » 16 mm.
Para chapas de diferentes espessuras, o valor nominal é considerado o menor valor.
A lacuna deve diminuir gradualmente à medida que você se afasta do meio do comprimento. Com comprimento de folga de até 75 mm, suas extremidades são determinadas com sonda de 0,05 mm ou em folga; com comprimento superior a 75 mm - com sonda de 0,3 mm.
A folga entre o defletor (nota de remessa) e as folhas de raiz, bem como no local de fixação do terminal aéreo, é definida na documentação do projeto.
4.22 As chapas de molas de lâminas pequenas devem estar em contato apenas na montagem central através de espaçadores (se houver) e nas extremidades de trabalho. No restante da mola, a folga entre as chapas para eventuais deformações deve ser de no mínimo 1 mm.
Para molas da 2ª classe e molas da 1ª classe com extremidades estiradas, é permitido aumentar a deflexão da curvatura sob a carga de controle até ±10 mm, sujeito à classificação subsequente das molas em dois grupos de tamanho. A diferença nos valores da deflexão das molas sob carga em cada grupo não deve exceder 10 mm. Não é permitida a instalação de molas de grupos diferentes no mesmo veículo.
Molas fornecidas apenas como peças de reposição não podem ser classificadas em grupos.
4.25 Para proteção contra corrosão, as molas são pintadas de acordo com os requisitos do GOST 7593.
Para molas de carros de passeio projetadas após 01/01/2001, recomenda-se pintura em chapa.
As molas de folhas pequenas devem ser da cor da folha.
4.26 Aplicar a cada mola:
Marca registrada do fabricante;
Selo de controle técnico;
Designação do grupo de tamanho (se houver);
Data de emissão (mês e ano);
Marca de conformidade (quando fornecido como peças sobressalentes) de acordo com GOST R 50460.
O local da marca e o método de designar grupos de tamanho são determinados na documentação do projeto. Recomenda-se que a marcação seja feita em um dos grampos de mola.
1 - posição limite da sonda; 2 - sonda
Figura 4
4.27 O recurso das molas deve corresponder ao recurso do veículo antes da revisão ao operar nas condições da primeira categoria de operação de acordo com GOST 21624. Na ausência de uma grande reforma de uma central telefônica automática completa, o recurso deve ser de pelo menos 50% do seu recurso total.
O critério para o estado limite da mola é uma substituição de três vezes de folhas para uma mola de várias folhas e uma mudança única para uma mola de poucas folhas, bem como subsidência (diminuição irrecuperável na seta de controle de a deflexão da mola) em mais de 20% da deformação da mola quando a carga muda de estática para máxima (Apêndice).
5 Tipos de controle e teste
5.1 As molas são submetidas aos seguintes tipos de controle e ensaios:
Controle de aceitação;
Testes de bancada de recursos definitivos e periódicos;
testes de certificação;
Controle de qualidade de entrada.
5.2 Controle de aceitação para conformidade com os requisitos desta norma e documentação de projeto
5.2.1 O controle contínuo verifica a integridade, montagem correta, qualidade do travamento das conexões roscadas, ausência de danos mecânicos, condição do revestimento protetor e presença de lubrificação.
5.2.2 O controle seletivo verifica as dimensões lineares, a dureza das chapas, a espessura da camada descarbonetada, a qualidade do endurecimento superficial (shot peening, etc.) com a bucha pressionada do eixo longitudinal da mola na direção transversal, as folgas entre as folhas. O tamanho da amostra é definido na documentação do projeto para molas específicas.
5.3 O volume e frequência de identificação e testes de banco de vida periódicos são fornecidos no apêndice.
5.4 Na realização dos ensaios de certificação, as molas do mesmo tamanho padrão são apresentadas em quantidade de no mínimo 3 unid. e KD.
As molas são submetidas a inspeção externa e as dimensões e características de carga são controladas.
Neste caso, as seguintes dimensões geométricas são verificadas:
O comprimento da mola e da extremidade dianteira (para molas assimétricas) ( , , );
Offset de folhas na parte central e nas extremidades ();
Intervalos entre as folhas e nas extremidades das folhas ( , );
Diâmetros da orelha.
As seguintes características de carga são determinadas:
deformação residual ();
Setas de flexão da mola sob carga de controle ();
Rigidez da mola ().
5.5 O consumidor realiza o controle de qualidade de entrada de lotes de molas de entrada para conformidade com os requisitos desta norma de acordo com GOST 24297. Para inspeção externa, medição e teste, uma amostra de 1% (mas não menos que 5 peças) é feita de um lote de molas. Pelo menos 10% das chapas das molas selecionadas são submetidas a teste de controle de dureza e 4% para verificação da profundidade da camada descarbonetada. (mas não menos de 3 peças).
5.6 Em caso de não atendimento aos requisitos desta norma, pelo menos uma mola dentre as selecionadas para teste é retestada em duas vezes o número de molas do lote controlado. Os resultados do reteste são finais e se aplicam a todo o lote.
Nota - Uma parte é considerada:
No fabricante - o número de molas com o mesmo nome (fabricadas de acordo com um desenho), apresentadas simultaneamente para controle;
Para o consumidor - o número de molas com o mesmo nome (fabricadas de acordo com um desenho), recebidas simultaneamente do fabricante de acordo com um documento de remessa.
6 Métodos de controle e teste
6.1 A montagem correta, a integridade, a ausência de danos mecânicos, a qualidade da pintura, bem como a presença de carimbos e marcações são controladas visualmente, a qualidade da pintura - visualmente, por comparação com uma amostra de controle aprovada na maneira prescrita , ou de acordo com GOST 7593.
6.2 As dimensões lineares são controladas por meio de medições lineares com erros máximos permitidos estabelecidos pelo GOST 8.051.
6.3 O torque de aperto das conexões roscadas deve ser verificado com um torquímetro.
7 Transporte e armazenamento
7.1 As condições de transporte e armazenamento devem garantir a segurança das molas. Molas de nomes diferentes durante o transporte conjunto devem ser separadas.
7.2 Termos e condições de armazenamento de nascentes no consumidor - de acordo com GOST 15150.
8 instruções de operação
O funcionamento das molas e cuidados com elas - de acordo com o manual de instruções do veículo no qual estão instaladas.
9 Garantia do fabricante
O fabricante garante a conformidade das molas com os requisitos desta norma, desde que o consumidor observe as condições de transporte, armazenamento e operação.
O prazo de garantia de funcionamento das molas deve corresponder ao prazo de garantia do veículo a que se destinam.
APÊNDICE A
Dimensões dos parafusos centrais da mola
A.1 Os parafusos centrais são feitos com uma cabeça cilíndrica. O diâmetro do parafuso central deve corresponder ao desenho e à tabela.
Notas
1 É permitido o uso de parafusos sextavados. Dimensões do parafuso - de acordo com GOST 7796, e o diâmetro d- de acordo com a tabela.
2 É permitido o uso de parafusos de centro com chanfros. As dimensões dos parafusos e furos para eles são estabelecidas na documentação do projeto.
Figura A.1
Tabela A.1
em milímetros
|
Largura da mola b |
eu 0 |
Comprimento mínimo eu no |
|||||||
|
Porca sextavada de acordo com OST 37.001.124 |
|||||||||
|
T ** + 10 |
|||||||||
|
* Tolerância h13. ** T- espessura do pacote de folhas. Observação - x E você- de acordo com o desenho. 1 e GOST 10549. |
|||||||||
APÊNDICE B
Tipos e tamanhos de grampos de mola
B.1 Dimensões EM, b 1 E hbraçadeiras de molas feitas de perfil retangular laminado devem corresponder às mostradas nas figuras - e nas tabelas e.
B.3 As dimensões dos grampos das molas de automóveis e pequenos ônibus são definidas na documentação de projeto. É permitido instalar juntas de braçadeira de borracha (plástico).
Tipo A
Tabela B.1
em milímetros
|
Largura da mola b |
diâmetro do parafuso |
|||||||||||
|
T ** + 10 |
||||||||||||
|
* Aplica-se a molas projetadas antes de 01.01.90. ** T- espessura do pacote de folhas. |
||||||||||||
Tipo B
Tabela B.2
em milímetros
|
T * 1 ± 2 |
|
|
T+(18 - 25) |
|
|
T+ (22 - 28) |
|
|
T + (25 - 32) |
|
|
T + (30 - 36) |
|
|
T + (34 - 40) |
|
|
Obs - Outras dimensões - conforme tabela. T* - espessura da embalagem de chapas. |
|
Figura B.1

Figura B.2
Figura B.4
APÊNDICE B
(obrigatório)
Metodologia para identificação de bancada e testes periódicos de vida útil de molas
B.1 Tipos e escopo dos testes
Figura B.1
Nota - A quebra da chapa ou o afundamento da mola (diminuição da curvatura) em mais de 20% da deformação da mola quando a carga passa de estática para máxima () é considerada falha.
B.1.2 São realizados ensaios periódicos de vida útil das molas para verificar periodicamente o cumprimento do mínimo e 50% da vida obtida durante os ensaios de definição de vida.
B.1.3 Antes do ensaio, determina-se a característica elástica da mola - a relação entre a carga que atua na mola e sua deformação.
B.1.4 Os testes de vida definitiva são realizados pela empresa - fabricante de molas de produção em massa em até 1,5 anos após o início da produção de acordo com a tecnologia principal e repetidos a pedido da empresa - desenvolvedor da documentação do projeto ou o consumidor em caso de mudanças no design ou na tecnologia.
Os recursos definidos por são coordenados com a empresa - desenvolvedora da central telefônica automática.
B.1.5 Os testes periódicos de vida útil são realizados pelo fabricante das molas pelo menos uma vez a cada 6 meses.
É permitido realizar identificação e testes periódicos para o desenvolvedor corporativo da documentação do projeto.
B.1.6 Estabeleça o seguinte número mínimo de molas produzidas em massa a serem testadas, unid.:
15 - para definir testes de vida;
3 - para testes periódicos de vida.
B.1.7 Para molas produzidas em pequenas quantidades, o escopo do ensaio é determinado por acordo entre as partes.
B.2 Equipamentos e instrumentos de teste
B.2.1 Suportes para identificação e testes periódicos de vida, consistindo de:
Um mecanismo que fornece deflexões cíclicas das molas;
Mecanismo de carregamento de mola para criar uma deformação preliminar;
Dispositivos para mudança de curso;
Dispositivos para resfriamento de molas com ar;
Contador de ciclos.
B.2.1.1 Os dispositivos e instrumentos aplicados devem ter os seguintes parâmetros:
Precisão de ajuste de curso ±1 mm;
Capacidade do contador de ciclos - não inferior a 1 milhão de ciclos.
B.2.1.2 A potência do suporte e a gama de golpes e frequências possíveis são selecionados dependendo do tipo de molas que estão sendo testadas.
B.2.2 Instalação para determinação da característica elástica da mola
B.2.2.1 A instalação consiste em uma prensa que garante que a mola seja carregada a um valor R Com conformidade com os requisitos.
B.2.2.2 A instalação deve ter sistemas de medição de deformação e carga que forneçam uma precisão de ±1%.
B.3 Determinando o modo de teste
B.3.1.1 Antes de determinar a característica elástica, o assentamento da mola é realizado de acordo com os requisitos da documentação de projeto.
B.3.1.2 A característica elástica da mola é determinada sem encastramento com escadas e com encastramento.
O esquema de testes em carrinhos móveis é mostrado na figura. Na presença de uma extremidade deslizante, os carrinhos são rigidamente conectados uns aos outros com uma barra 1 . Comprimento da hasteeu c igual à distância entre os suportes em uma suspensão real. Para molas com extremidades deslizantes (esquema inferior na figura), recomenda-se uma fixação rígida no centro.
Na determinação das características da mola, considera-se como carga máxima a carga que causa a deformação da mola, correspondente ao momento de acionamento dos limitadores de mola na suspensão do modelo básico do veículo. Para batentes de borracha maciça, sua inclusão é determinada por uma deformação igual a 1/3, e para os ocos - 2/3 da altura.
Na ausência de limitadores, a carga máxima é determinada pelo valor da deformação da mola, igual a 1,5 deflexão da mola sob carga estática.
Os dados acima são fornecidos pela empresa - o desenvolvedor da central telefônica automática.
B.3.1.5 A deflexão da mola é medida sob carga e descarga.
B.3.1.6 De acordo com os dados do teste, é construído um gráfico da característica elástica da mola (figura ), no qual, na área de ± 25 mm da deflexão correspondente à carga estática, uma linha média é desenhado entre as linhas de carga e descarga, correspondendo à característica elástica da mola na ausência de atrito.
1 - haste; COM- dureza, daN × cm -1
Figura B.2
B.3.2 Determinando o modo de testes de resistência determinativos e periódicos
estande funcionando S,igual a duas vezes a amplitude da deformação da mola;
Deflexão mínima da molaf P (pré-carga da mola), igual à diferença entre a deformação da mola sob carga estáticaf c e amplitude de deformação da molaS/ 2 .
B.3.2.2 A deflexão da mola sob carga estática é determinada a partir da característica elástica da mola com terminação como a distância do eixo y até o ponto de interseção da linha central da característica elástica com a linha horizontal correspondente à carga estática.
B.3.2.3 Curso de bancada Sdeterminada a partir das condições em que a amplitude da mudança de tensãoé um ao testar molas de lâminas múltiplas na incorporação é de ±3000 daN× cm-2 . Molas de lâminas múltiplas, cujas tensões sob carga estática são inferiores a 3000 daN× cm -2 são testados com um ciclo pulsante, ou seja, a tensão zero na mola e uma amplitude de 3000 daN× cm -2 .
Ao testar pequenas molas de lâmina, uma amplitude de tensão de ±4500 daN é permitida× cm -2 .
Para molas cuja tensão sob carga estática é superior a 6000 daN× cm -2 , a amplitude dos esforços durante o teste pode ser reduzida de acordo com a empresa desenvolvedora da central telefônica automática.
Progresso do estande Scalculado pela fórmula
onde é a mudança na tensão durante a deflexão da mola em 1 cm, daN× cm-3;
COM 3 - rigidez da mola no embutimento sob carga estática, daN× cm - ;
PARA -coeficiente dependendo do projeto da mola.
Para mola assimétrica semi-elíptica
![]()
para mola de lâmina semi-elíptica simétrica B.3.1.7), daN × cm -1 .
B.4 Preparação e realização de testes
B.4.1 Instalando a mola no suporte
B.4.1.1 A mola é instalada da mesma forma que foi instalada durante os testes para determinar a característica elástica com escadas ().
B.4.1.2 A condição de montagem da mola deve ser .
B.4.1.3 As forças do cursor do suporte para a inserção da mola são transmitidas:
Para molas assimétricas e molas com diferentes desenhos finais - através de um dispositivo de rolamento (haste de carga, rolamentos, etc.), que fornece movimento angular da mola;
Para molas simétricas com o mesmo desenho final, é permitida uma fixação rígida ao cursor.
B.4.1.4 A mola instalada no estande está sujeita a uma deformação preliminar - compressão da mola ().
B.4.2 Durante os testes de determinação de vida das molas, a flecha da mola é medida a cada 100 mil ciclos.
Durante os testes de vida periódicos, a flecha também é medida para as molas que passaram nos testes com um mínimo de 50% de vida.
B.4.3 Durante os testes periódicos de vida, considera-se que a mola passou no teste se não forem observadas falhas na vida mínima.
B.4.4 Os resultados dos testes periódicos das molas até 50% do recurso são informados ao projetista.
B.5 Processamento dos resultados do teste
B.5.1 Os resultados dos testes determinativos de vida são registrados no protocolo, cuja forma recomendada é apresentada a seguir.
O protocolo especifica:
Número de ciclos antes da falha;
Número de folhas quebradas;
Distância do centro da chapa até o ponto de falha;
Distância da borda da chapa até o centro da trinca de fadiga;
Localização de uma trinca de fadiga em uma superfície de tensão ou compressão;
A presença de atrito de contato no local do início da quebra;
Spring sag (dados de todas as medições).
B.5.2 Após a realização dos testes de vida definitivos e processamento dos resultados, é elaborado um relatório contendo:
Objeto de teste;
A característica elástica da mola sem terminação;
A característica elástica da mola com embutimento;
Modo de teste;
Dados de teste;
Resultados de estudos metalográficos (o escopo dos estudos é determinado pela pessoa que conduz o estudo);
Resultados de estudos para determinar as causas de falha;
Análise dos resultados dos testes - determinação dos recursos mínimos e 50%;
Conclusões e ofertas.
|
Protocolo №________ Tipo de mola e número do desenho _________________________________________________ Comprimento _______________ largura ______________ número de folhas ____________________ Espessura da chapa e tipo de perfil ________________________________________________ Data de fabricação e número do lote _____________________________________________ Data e local do teste _____________________________________________________________ Percurso da bancada _______, pré-carga da mola ___________ e frequência de oscilação da bancada Torque de aperto para porcas de escada, sim× m _________________________________________
Conclusão (recurso de 90%, recurso mínimo, recurso de 50%) ___________________________________________________________________________ ___________________________________________________________________________ Responsável por determinar o recurso mínimo ____________________________ Iniciais, sobrenome Responsável pelo teste __________________________________________________ Iniciais, sobrenome |
|||||||||||||||||||||||||||||||||||||||||||||||
B.5.3 Os resultados dos testes de vida determinantes são apresentados graficamente na grade de probabilidade da distribuição Weibull (figura ). No eixo das abcissas, plota-se o número de ciclos até a primeira falha das molas (quebra da folha, subsidência da mola), no eixo das ordenadas - a probabilidade de não haver falhas, correspondente ao percentual de molas não quebradas para um determinado número de ciclos.
Para construir um gráfico a partir do relatório de teste, escreva os dados sobre o recurso das molas testadas em ordem crescente (tabela).
Tabela B.1
|
Número de série da mola |
|||||||||||||||||||||
A porcentagem de molas intactas (probabilidade de operação sem falhas) é determinada pela dependência
![]()
Onde P- número de molas testadas;
n eu- o número de molas quebradas.
Por exemplo, se 15 molas forem testadas ( P= 15), então se a quinta mola quebrar (n eu = 5)
![]() = = 69,5%, ou seja probabilidade de operação sem falhas até 201 mil ciclos das 10 molas restantes ( P
-
n eu) será igual a 69,5%.
= = 69,5%, ou seja probabilidade de operação sem falhas até 201 mil ciclos das 10 molas restantes ( P
-
n eu) será igual a 69,5%.
Assim, 15 pontos são plotados no gráfico.
Desenhe uma linha a partir dos pontos dados. Se for necessário esclarecer a posição da linha reta, a equação de regressão é usada.
Para determinar 90% e 50% de recursos, traçam-se linhas horizontais correspondentes a 90% e 50% de probabilidade de não haver quebras.
As distâncias em ciclos do eixo y até os pontos de interseção das linhas horizontais com a linha reta traçada através dos pontos são iguais a 90% e 50% dos recursos. O recurso mínimo é de 0,75 90% do recurso.
Por exemplo, na figura, o recurso mínimo é de 112,5 mil ciclos, 90% do recurso - 150 mil ciclos, 50% do recurso - 220 mil ciclos.
B.5.4 Após a realização dos testes periódicos de vida, é elaborado um ato com base nos seus resultados. Todas as molas que falham no teste são submetidas a exame metalográfico. Os dados dos estudos metalográficos, uma análise das razões para o recurso insuficiente e propostas de medidas para aumentá-lo são anexados ao ato. Após a realização de medidas para melhorar a qualidade das nascentes, os testes periódicos são repetidos.
Palavras-chave:molas de lâmina, automotivo, veículos, requisitos de segurança, parâmetros e dimensões, teste, transporte e armazenamento, instruções de operação
Nossa empresa CTG-parts produz e equipa carros de qualquer marca com escadas de mola há vários anos. Fabricamos escadas para molas dianteiras e traseiras e garantimos a sua qualidade.
À primeira vista, pode parecer que uma escada para mola é uma peça completamente simples e desnecessária, mas não pode ser chamada apenas de uma haste de metal roscada dobrada e não é tão fácil produzi-la.
As dimensões desta peça são projetadas para que você possa ter certeza das características de carga necessárias.
Ao instalar uma mola, você não pode ter medo de dirigir com segurança em estradas irregulares e acidentadas. Garante a segurança no transporte de passageiros do veículo, torna o carro mais resistente a vibrações. Na fabricação da peça, é utilizado o chamado método de conformação de metal a frio, graças ao qual nossas escadas o servirão por muitos anos. Acompanhamos de perto todas as etapas da produção e monitoramos o cumprimento de normas e padrões técnicos. A rosca da escada é cortada com a maior precisão e a porca é mais alta para garantir a máxima fixação.
Nossa empresa fabrica escadas para qualquer modelo de carro, e você também pode encomendar a produção de escadas exclusivas de acordo com o seu tamanho. Por que você deve pedir uma escada de nós? Sim, porque o site da nossa empresa há muito tempo é uma empresa avançada que fornece garantia e garante a qualidade das peças de reposição fornecidas (nacionais e importadas) em toda a Rússia.
Entre outras coisas, garantimos:
- alta qualidade de nossos produtos
- entrega rápida
- Pacote completo
- o alcance mais amplo
- abordagem única
- preços baixos
- período de serviço de garantia
- facilidade de encomenda

As molas têm impacto direto na segurança da movimentação dos veículos, por isso devem ser cuidadas com atenção: lubrifique os pinos da mola e das chapas, verifique a fixação da peça na carroceria, reforce a união dos parafusos de tempos em tempos tempo, aperte as escadas.
Em nosso site você pode encontrar uma escada para uma mola reforçada de 100 rublos. Todas as escadas para molas são feitas de aço de alta resistência. Nesse caso, nossos consultores no site terão prazer em tirar todas as suas dúvidas, te ajudar a escolher o modelo da peça que você precisa. Temos escadas para toda a linha UAZ, para ônibus e caminhões, para Mercedes-Benz, LIAZ e Scania.
Também estamos prontos para fornecer assistência aos clientes que se deparam com a necessidade de fazer uma escada rara ou descontinuada. Nossos especialistas poderão fabricá-lo se você fornecer uma peça de amostra ou dimensões exatas.



Escolher. A auto-entrega de produtos é realizada nas cidades onde estão presentes nossas filiais: Yekaterinburg, Perm, Chelyabinsk, Ufa, Chusovoy (Território de Perm) e é realizada com base no pagamento antecipado de 100% do valor do pedido.
Entrega por empresas de transporte. A entrega dos pedidos pelas transportadoras é realizada em todas as cidades da Federação Russa, nas quais existem terminais das transportadoras, e é realizada com base no pagamento antecipado de 100% do custo do pedido.
A entrega das encomendas pelas transportadoras (doravante designadas por TC) é efetuada da seguinte forma:
- Você faz um pedido no site ou por telefone.
- O responsável da loja online contacta-o para esclarecer os dados da encomenda: o nome, quantidade e disponibilidade de mercadoria; empresa de transporte preferencial; Detalhes do contato. Esclarecidas as informações e não havendo divergências, o gerente aceita a ordem de trabalho e emite nota fiscal para pagamento.
- Você paga pelo pedido usando o método de pagamento escolhido.
- Após o recebimento do pagamento, o pedido é transferido para a montadora. O gerente entra em contato com você e informa sobre isso, além disso, informa a data aproximada de entrega da mercadoria no terminal TC.
- A mercadoria finalizada é transferida para o terminal do shopping de sua preferência para posterior embarque. O gerente da loja online informa o número do recibo de remessa do shopping, pelo qual você pode rastrear a mercadoria.
- Após a chegada do pedido no terminal do shopping da cidade de destino, o especialista do shopping entra em contato com você por telefone de contato e informa sobre a chegada do seu pedido, oferece a retirada da mercadoria por auto-entrega da filial local do shopping ou especifica um horário de entrega conveniente "na porta".
Você retira o pedido de forma independente na filial local do shopping em um horário conveniente para você, dentro do período de armazenamento, ou o correio do shopping entrega o pedido e os documentos "na porta" em seu endereço.
O custo de transporte de um pedido por uma transportadora até a cidade de destino depende das tarifas do shopping selecionado, bem como do afastamento do destino, e é pago pelo próprio comprador no momento em que o pedido chega ao destino cidade.
A entrega no terminal TK é gratuita. A LLC Trade House Delta entrega a carga de forma independente nos terminais do shopping.
No caso de envio urgente de carga por empresas transportadoras, a recolha da carga no nosso armazém é efectuada a expensas do comprador (conforme acordado com o gestor da loja online).
Costumamos enviar nossos pedidos com as seguintes transportadoras:
TK KIT (GTD ou Cachalote) https://gtdel.com/
Linhas de negócios https://dellin.ru/
PEC https://pecom.ru/
RATEK http://rateksib.ru/
ENERGIA https://nrg-tk.ru/
E outros.
As molas são um elemento importante do dispositivo de qualquer veículo, garantindo a estabilidade e o bom funcionamento do carro mesmo em pisos irregulares, além de garantir a segurança do motorista e de seus passageiros.
Um papel muito importante na segurança do trânsito também é desempenhado pelas escadas de mola, por meio das quais as molas são fixadas aos eixos dos carros. Quando o veículo está em movimento, todos os choques de estradas irregulares são primeiro amortecidos pelas rodas do veículo. Em seguida, as vibrações dos eixos do veículo são transmitidas às molas e outros elementos da suspensão. De fato, as escadas de mola estão constantemente sob cargas dinâmicas. E se você não seguir esta parte simples, mas importante da suspensão, tristes consequências são possíveis na forma de uma mola se soltando da ponte.
Portanto, durante a manutenção do veículo, é necessário apertar periodicamente as porcas das molas das escadas. Isso é feito melhor em uma máquina carregada. Nesse caso, as molas se endireitam sob carga e é mais fácil e correto apertar as porcas nas escadas.
Ao instalar escadas novas, primeiro aperte totalmente as porcas até que elas parem e depois afrouxe-as um pouco. É impossível apertar totalmente as porcas até o batente, pois isso levará à falha na fixação do ilhó e da escada.
A escada de mola é uma peça barata e comum nas concessionárias de carros. Mas, às vezes, no caso de caminhões e semirreboques importados, essa peça de reposição pode não estar disponível. Nesse caso, a fabricação de escadas de molas personalizadas pode ajudar.
As escadas das molas, assim como as escadas do corpo, devem ser feitas de um material correspondente às cargas que a escada irá suportar. Não deve ser deformado e quebrado durante a operação do carro. Ao mesmo tempo, a espessura, a forma das bordas e as dobras das barras da escada para carros diferentes podem diferir. Só que você não conseguirá pegar uma escada de outro carro.
Muitos motoristas de caminhão tentam reforçar suas molas de estoque com folhas extras. Nesse caso, o comprimento das barras de escada padrão não é suficiente para cobrir a mola espessa. Mais uma vez, escadas feitas sob encomenda vêm em socorro.
Enquanto isso, para maior clareza, apresentaremos preços aproximados para análogos típicos de escadas feitas sob encomenda. Afinal, mesmo peças padrão nem sempre são fáceis de comprar rapidamente, especialmente para caminhões importados. O carro deve dirigir, trabalhar e trazer lucro para o dono! Portanto, é mais fácil fazer uma escada de alta qualidade em pouco tempo do que esperar semanas para que ela seja encomendada em uma loja de peças de reposição.