GOST R 51585-2000
რუსეთის ფედერაციის სახელმწიფო სტანდარტი
ფოთლოვანი წყაროები ავტომობილისთვის
მანქანა
ზოგადი სპეციფიკაციები
რუსეთის გოსტანდარტი
მოსკოვი
წინასიტყვაობა
1 შემუშავებული და შემოღებული ტექნიკური კომიტეტის TC 56 "საგზაო ტრანსპორტი"
2 მიღებული და შემოღებული რუსეთის სახელმწიფო სტანდარტის 2000 წლის 10 აპრილის ბრძანებით No97-st
3 პირველად შემოვიდა
GOST R 51585-2000
რუსეთის ფედერაციის სახელმწიფო სტანდარტი
ფოთლოვანი ზამბარები საავტომობილო მანქანებისთვის
Საერთოა სპეციფიკაციები
საავტომობილო მანქანების ფოთლოვანი ზამბარები. ზოგადი სპეციფიკაციები
შესავალი თარიღი 2001-01-01
1 გამოყენების სფერო
სტანდარტი ვრცელდება ფოლადის ფურცელზე და მრავალფურცლიან * ზამბარებზე და საავტომობილო მანქანების მათ ელემენტებზე (ATS): მანქანებზე, ავტობუსებზე, ტროლეიბუსებზე, მისაბმელებსა და ნახევრად მისაბმელებზე.
* წვრილფოთლიანი ზამბარები მზადდება ცვლადი გრძივი პროფილის ფურცლებისაგან, მრავალფოთლიანი ზამბარები - მუდმივი გრძივი პროფილის ფურცლებისაგან.
2 ნორმატიული მითითება
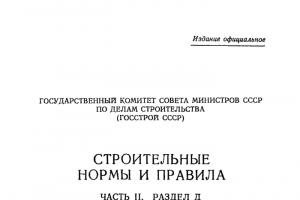
ფ os , daN ან დეფორმაცია ნაკადის დროსფ os , მმ;გადახრის ბუმი კონტროლის დატვირთვის ქვეშჰკ, მმ;
ზამბარის სიმტკიცე საკონტროლო დატვირთვაზე C, daN× სმ -1;
გაზაფხულის სიგრძე L, L', მმ (ფიგურა);
ზამბარის წინა ბოლოს სიგრძე (ასიმეტრიული ზამბარებისთვის)ლ A, მმ;
ფურცლების სიმტკიცე სითბოს დამუშავების შემდეგ, HB.
საცნობარო პარამეტრები:
გაზაფხულის სიგანე ბ,მმ (ფიგურა);
ზამბარის ბოლოების სიგანე, მმ;
პაკეტის სიმაღლე T,მმ (ფიგურა);
გაზაფხულზე ცვივა დატვირთვის გარეშეჰ 0, მმ;
გადახრა კონტროლის დატვირთვის ქვეშვკ, მმ;
გადახრა ნაკადის დატვირთვის ქვეშვ os, მმ.
სურათი 1
3.2 ზამბარები დამზადებულია 45, 55, 65, 75, 90, 100, 120 მმ სიგანეში, სასურველი ზომებია 65, 75 და 90 მმ.
3.3 ყურების ლითონის ბუჩქების შიდა დიამეტრის ზომებიდვ (ფიგურა ) გარდა ბუჩქებისა, რომლებიც შექმნილია რეზინის ბუჩქებთან მუშაობისთვის და სპეციალური დიზაინის ბუჩქები ნაჩვენებია ცხრილში. ამ ბუჩქების შიდა დიამეტრის ტოლერანტობა არ არის მეტი IT 11 GOST 25346-ის მიხედვით.
ზამბარების და შეჯვარების ქინძისთავის დამუშავებული ლითონის ბუჩქების შიდა ზედაპირის უხეშობის პარამეტრი უნდა იყოს არაუმეტესრა\u003d 2.5 მიკრონი GOST 2789-ის მიხედვით.
ცხრილი 1
|
ზომები, მმ |
|||||
|
გაზაფხულის სიგანე ბ |
|||||
|
ყურის ბუჩქის შიდა დიამეტრი დვ |
|||||
|
შენიშვნა - ზომები ფრჩხილებში არ არის რეკომენდებული. |
|||||
3.4 ტოლერანტობა დახრილი სამაგრების (ფიგურა) დამუშავებული ხვრელების შიდა დიამეტრის მიმართ არ უნდა აღემატებოდეს IT11-ს, ხოლო ნედლი ზედაპირის მქონე სამაგრების დიამეტრს, გადახრა არ უნდა აღემატებოდეს 0,5 მმ ან ± 0,25 მმ.
3.5 ცენტრის ჭანჭიკებისა და დამჭერების ზომები მოცემულია დანართებში და.
4 ტექნიკური მოთხოვნები
4.1 მზა ზამბარები და მათი ელემენტები უნდა შეესაბამებოდეს ამ სტანდარტის მოთხოვნებს და დამზადდეს დადგენილი წესით დამტკიცებული საპროექტო დოკუმენტაციის შესაბამისად. ზამბარები უნდა იყოს დამზადებული ცხელი ნაგლინი ზამბარის ფოლადისგან GOST 14959-ის ან ტექნიკური მახასიათებლების (TU) ფოლადისთვის დამტკიცებული დადგენილი წესით. რეკომენდებულია ვანადიუმის შემცველი ფოლადების გამოყენება.
4.2 დააინსტალირეთ ორი კლასის ზამბარები:
1-ლი - მაღალი სიზუსტის მაღალი ხარისხის ზამბარის ფოლადის ზოლიდან მანქანების, ავტობუსების, ტროლეიბუსების ზამბარებისთვის;
მე -2 - ნორმალური ან გაზრდილი სიზუსტის ნაგლინი ზოლიდან სატვირთო მანქანების, მისაბმელიანი და ნახევრადმისაბმელიანი ზამბარებისთვის.
ავტობუსების და ტროლეიბუსების ზამბარები, რომლებიც დამზადებულია სატვირთო მანქანების ზამბარის ფურცლების გამოყენებით, დასაშვებია მე-2 კლასის მიხედვით.
4.3 ფურცლები უნდა იყოს თერმული დამუშავება.
ფურცლების სიმტკიცე უნდა იყოს 363 ... 444 HB. ამ შემთხვევაში, საპროექტო დოკუმენტაციაში მითითებული ყველა ფოთლის ზამბარის სიხისტის მნიშვნელობებში დასაშვები განსხვავება არ უნდა აღემატებოდეს 65 HB-ს. სპეციალური ტიპის თერმული დამუშავების შემთხვევაში (მაგალითად, HDTV), სიმტკიცე უნდა შეესაბამებოდეს საპროექტო დოკუმენტაციის მოთხოვნებს.
4.4. ფურცლების მექანიკური დამუშავების ადგილები და წარმოშობის სხვა მექანიკური ან მეტალურგიული დეფექტები, რაც ამცირებს ზამბარის გამძლეობას.
საპროექტო დოკუმენტაციის დიზაინერთან შეთანხმებით, ნებადართულია ერთჯერადი ჩიპები 20 მმ-მდე სიგრძის ფურცლების ბოლოდან (გარდა ძირითადისა) ასიმეტრიული პროფილების თაროს სიგანემდე.
4.5 დაძაბულობაში მომუშავე ზამბარის ფურცლების ზედაპირები ექვემდებარება ზედაპირულ გამკვრივებას (გასროლა და ა.შ.). წვრილფოთლიანი ზამბარების ფურცლები რეკომენდირებულია სტრესულ მდგომარეობაში გასროლით.
4.6 სითბოს დამუშავებული ფურცლების მთლიანი დეკარბურიზებული ფენის (ფერიტი + გარდამავალი ზონა) სიღრმე არ უნდა აღემატებოდეს ზამბარის ფოლადის დეკარბურიზებული ფენის სიღრმეს სითბოს დამუშავებამდე, დასაშვებია GOST 14959-ის შესაბამისად. ნებადართულია დეკარბურირებული ფენის სიღრმის გაზრდა მეორადი გათბობით დაქვემდებარებულ ადგილებში. ვანადიუმის შემცველი ფოლადებისგან დამზადებული ფურცლებზე დასაშვებია ნახშირბადის შემცირება ზედაპირულ ფენაში (ფურცლის სისქის 1,5%) არაუმეტეს 20%-ით, მისი შემცველობა ბირთვში და წვრილმარცვლოვანი დამარბილებული მარტენზიტის შემცველობა. ან ტროსტომარტენზიტი მინიმუმ 80%-ით.
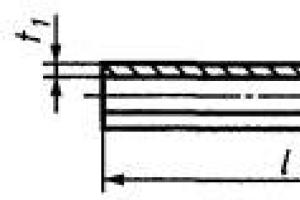
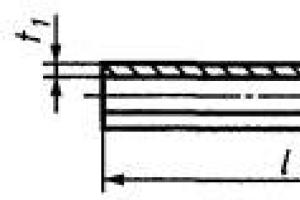
4.7 სითბოს დამუშავებული ფურცლების ნამგლისებური ფორმა (ფიგურა) არ უნდა აღემატებოდეს GOST 7419-ში მოცემულ მნიშვნელობებს.
სურათი 2
4.8 ნახევარმთვარის ფორმის შესამცირებლად დასაშვებია 800 მმ-ზე მეტი სიგრძის თერმოდამუშავებული ფურცლების ცივი გასწორება, იმ პირობით, რომ უზრუნველყოფილია ზამბარების საჭირო გამძლეობა, დადგენილი სკამზე მუშაობის გამოცდის დროს.
4.9 ცენტრალური ხვრელის ნომინალური დიამეტრი უნდა აღემატებოდეს ცენტრალური ჭანჭიკის ნომინალურ დიამეტრს არაუმეტეს 0,5 მმ-ით. ხვრელების ზომის გადახრები უმცირესი დიამეტრის გასწვრივ არ უნდა აღემატებოდეს 0,5 მმ-ს, ხოლო ცენტრის ნახვრეტის გაკეთების ოპერაცია (პუნჩირება და ა.შ.) იწყება ფურცლის გაჭიმვის ზედაპირის მხრიდან. ფურცლის გაჭიმვის ზედაპირის მხრიდან ხვრელი რეკომენდებულია გამრუდების რადიუსით 2 - 4 მმ ან 1 - 2 მმ ჩახრით.
4.10 ზამბარის ფოთლის სიმეტრიის გრძივი ღერძიდან ცენტრის ხვრელის და დამაგრების ამობურცვის მაქსიმალური გადახრები არ უნდა აღემატებოდეს 1 მმ-ს ფოთლის სიგანით 90 მმ-ის ჩათვლით და 1,4 მმ-ს - 100 მმ ან მეტით. ზამბარის ცენტრალურ ნაწილში ფურცლების დასამაგრებლად განკუთვნილი ამობურცულები არ უნდა იყოს გადახრილი ზამბარის ფოთლის სიმეტრიის გრძივი ღერძიდან 1 მმ-ზე მეტით. თუ არსებობს ორი ამობურცულობა, მათი გადახრების ჯამი სხვადასხვა მიმართულებით ფურცლის გრძივი ღერძიდან არ არის 0,3 მმ-ზე მეტი.
დახატული ბოლოებით ფურცლების სიგრძის გადახრები მითითებულია CD-ში.
4.14 ბუჩქების დამაგრება ზამბარის ტოტებში უნდა აფერხებდეს მათ ბრუნვას და ღერძულ გადაადგილებას ბუჩქებთან შედარებით ექსპლუატაციის დროს.
4.15 ზამბარის თვალის ღერძის პერპენდიკულარობის ტოლერანტობა დაჭერილი ბუჩქით, გაზომილი ზამბარის გრძივი სიბრტყიდან 250 მმ მანძილზე, არ უნდა აღემატებოდეს 3.0 მმ ჰორიზონტალურ სიბრტყეში და 4.0 მმ ვერტიკალურ სიბრტყეში (სურათი ).
სპეციალური ტიპის თერმული დამუშავებისთვის, დამღუპველი დატვირთვა მითითებულია საპროექტო დოკუმენტაციაში.
4.19 ზამბარების აწყობამდე ფურცლების ერთ-ერთი მიმდებარე ზედაპირი შეზეთებულია გრაფიტის ცხიმით GOST 3333-ის შესაბამისად. ფურცლების ან მათ შორის შუასადებების სპეციალური ანტიკოროზიული საფარის გამოყენებისას, ფურცლების ზედაპირები შეიძლება არ იყოს შეზეთილი.
1.2 - ფურცლების ნომინალური სისქით 8 მმ-მდე ჩათვლით;
2.0 » » » » წმ. 8-დან 16 მმ-მდე ჩათვლით;
2.8 » » » » 16 მმ.
სხვადასხვა სისქის ფურცლებისთვის, ნომინალური ღირებულება ითვლება ყველაზე მცირე მნიშვნელობად.
უფსკრული თანდათან უნდა შემცირდეს, როგორც კი შორდებით შუა სიგრძეს. 75 მმ-მდე უფსკრული სიგრძით, მისი ბოლოები განისაზღვრება ზონდით 0,05 მმ ან კლირენსით; 75 მმ-ზე მეტი სიგრძით - 0,3 მმ ზონდით.
საპროექტო დოკუმენტაციაში მითითებულია უფსკრული ფანდერსა და ფესვის ფურცლებს შორის, ისევე როგორც ზედ სამაგრის მიმაგრების არეში.
4.22 წვრილფოთლიანი ზამბარების ფურცლები უნდა იყოს კონტაქტში მხოლოდ ცენტრალურ სამონტაჟოზე სპაისერებით (ასეთის არსებობის შემთხვევაში) და სამუშაო ბოლოებზე. დანარჩენ გაზაფხულზე, ფურცლებს შორის უფსკრული ნებისმიერი დეფორმაციისთვის უნდა იყოს მინიმუმ 1 მმ.
მე-2 კლასის ზამბარებისთვის და 1-ლი კლასის ზამბარებისთვის დახატული ბოლოებით, დასაშვებია კამერის გადახრის გაზრდა საკონტროლო დატვირთვის ქვეშ ± 10 მმ-მდე, ზამბარების შემდგომი დახარისხებით ორ ზომის ჯგუფად. თითოეულ ჯგუფში დატვირთვის ქვეშ მყოფი ზამბარების გადახრის მნიშვნელობებში განსხვავება არ უნდა აღემატებოდეს 10 მმ. დაუშვებელია სხვადასხვა ჯგუფის ზამბარების დაყენება ერთსა და იმავე ავტომობილზე.
მხოლოდ სათადარიგო ნაწილების სახით მიწოდებული ზამბარები არ შეიძლება დალაგდეს ჯგუფებად.
4.25 კოროზიისგან დასაცავად ზამბარები შეღებილია GOST 7593-ის მოთხოვნების შესაბამისად.
სამგზავრო მანქანის ზამბარებისთვის, რომლებიც შექმნილია 01/01/2001 წლის შემდეგ, რეკომენდებულია ფურცლის შეღებვა.
წვრილფოთლიანი ზამბარები უნდა იყოს ფოთლისფერი.
4.26 წაისვით ყოველ გაზაფხულზე:
მწარმოებლის სავაჭრო ნიშანი;
ტექნიკური კონტროლის ბეჭედი;
ზომის ჯგუფის აღნიშვნა (ასეთის არსებობის შემთხვევაში);
გაცემის თარიღი (თვე და წელი);
შესაბამისობის ნიშანი (როდესაც მიეწოდება სათადარიგო ნაწილებს) GOST R 50460-ის შესაბამისად.
ბრენდინგის ადგილი და ზომის ჯგუფების აღნიშვნის მეთოდი განისაზღვრება საპროექტო დოკუმენტაციაში. რეკომენდირებულია ბრენდინგის გაკეთება ერთ-ერთ ზამბარის საყელოზე.
1 - ზონდის ზღვრული პოზიცია; 2 - ზონდი
სურათი 4
4.27 ზამბარების რესურსი უნდა შეესაბამებოდეს სატრანსპორტო საშუალების რესურსს კაპიტალურ რემონტამდე მუშაობის პირველი კატეგორიის პირობებში GOST 21624-ის შესაბამისად. სრული ავტომატური სატელეფონო სადგურის ძირითადი რემონტის არარსებობის შემთხვევაში, რესურსი უნდა იყოს მისი მთლიანი რესურსის მინიმუმ 50%.
ზამბარის ზღვრული მდგომარეობის კრიტერიუმია ფურცლების სამჯერ გამოცვლა მრავალფოთლიანი ზამბარისთვის და ერთჯერადი შეცვლა რამდენიმე ფოთლოვანი ზამბარისთვის, ასევე ჩაძირვა (საკონტროლო ისრის შეუქცევადი შემცირება. ზამბარის გადახრა) ზამბარის დეფორმაციის 20%-ზე მეტით, როდესაც დატვირთვა იცვლება სტატიკურიდან მაქსიმუმამდე (დანართი).
5 ტიპის კონტროლი და ტესტირება
5.1 ზამბარები ექვემდებარება შემდეგი ტიპის კონტროლს და ტესტებს:
მიღების კონტროლი;
რესურსების განსაზღვრული და პერიოდული ტესტები;
სასერტიფიკაციო ტესტები;
შემომავალი ხარისხის კონტროლი.
5.2 მიღების კონტროლი ამ სტანდარტის და საპროექტო დოკუმენტაციის მოთხოვნებთან შესაბამისობაზე
5.2.1 უწყვეტი კონტროლის შემოწმება სისრულეზე, სწორად შეკრებაზე, ხრახნიანი კავშირების ჩაკეტვის ხარისხზე, მექანიკური დაზიანების არარსებობაზე, დამცავი საფარის მდგომარეობასა და შეზეთვის არსებობაზე.
5.2.2 შერჩევითი კონტროლი ამოწმებს წრფივ ზომებს, ფურცლების სიმტკიცეს, დეკარბურიზებული ფენის სისქეს, ზედაპირის გამკვრივების ხარისხს (გასროლა და ა.შ.) და დეფორმაციას საკონტროლო ნაკადის დროს, ზამბარის ღერძის პერპენდიკულარულობას. ზამბარის გრძივი ღერძის დაჭერით განივი მიმართულებით, ფურცლებს შორის არსებული ხარვეზებით. ნიმუშის ზომა მითითებულია საპროექტო დოკუმენტაციაში კონკრეტული ზამბარებისთვის.
5.3 იდენტიფიკაციისა და პერიოდული ცხოვრების სკამზე ტესტების მოცულობა და სიხშირე მოცემულია დანართში.
5.4 სასერტიფიკაციო ტესტების ჩატარებისას წარმოდგენილია იგივე სტანდარტული ზომის ზამბარები მინიმუმ 3 ცალი ოდენობით. და KD.
ზამბარები ექვემდებარება გარე შემოწმებას და კონტროლდება ზომები და დატვირთვის მახასიათებლები.
ამ შემთხვევაში, შემოწმებულია შემდეგი გეომეტრიული ზომები:
ზამბარის სიგრძე და წინა ბოლო (ასიმეტრიული ზამბარებისთვის) ( , , );
ფურცლების ოფსეტი შუა ნაწილში და ბოლოებში ();
ხარვეზები ფურცლებს შორის და ფურცლების ბოლოებში ( , );
ყურის დიამეტრი.
განისაზღვრება დატვირთვის შემდეგი მახასიათებლები:
ნარჩენი დეფორმაცია ();
საგაზაფხულო მოსახვევი ისრები კონტროლის დატვირთვის ქვეშ ();
გაზაფხულის სიმტკიცე ().
5.5 მომხმარებელი ატარებს ზამბარების შემომავალი პარტიების ხარისხის კონტროლს ამ სტანდარტის მოთხოვნებთან შესაბამისობისთვის GOST 24297-ის შესაბამისად. გარე შემოწმების, გაზომვისა და ტესტირებისთვის ზამბარების პარტიიდან მზადდება 1% (მაგრამ არანაკლებ 5 ცალი) ნიმუში. შერჩეული ზამბარების ფურცლების სულ მცირე 10% ექვემდებარება საკონტროლო ტესტს სიხისტეზე, ხოლო 4% დეკარბურირებული ფენის სიღრმის შესამოწმებლად. (მაგრამ არანაკლებ 3 ცალი).
5.6 ამ სტანდარტის მოთხოვნებთან შეუსაბამობის შემთხვევაში, საცდელად შერჩეული ზამბარებიდან მინიმუმ ერთი ზამბარა ხელახლა შემოწმდება კონტროლირებადი ლოტიდან ორჯერ მეტ ზამბარზე. ხელახალი ტესტის შედეგები საბოლოოა და ვრცელდება მთელ ლოტზე.
შენიშვნა - მხარედ ითვლება:
მწარმოებელთან - ამავე სახელწოდების ზამბარების რაოდენობა (დამზადებული ერთი ნახაზის მიხედვით), ერთდროულად წარმოდგენილი კონტროლისთვის;
მომხმარებლისთვის - ამავე სახელწოდების ზამბარების რაოდენობა (დამზადებული ერთი ნახაზის მიხედვით), მწარმოებლისგან ერთდროულად მიღებული ერთი გადაზიდვის დოკუმენტის მიხედვით.
6 კონტროლისა და ტესტირების მეთოდები
6.1 სწორი აწყობა, სისრულე, მექანიკური დაზიანების არარსებობა, საღებავის ხარისხი, აგრეთვე შტამპებისა და მარკირების არსებობა კონტროლდება ვიზუალურად, საღებავის ხარისხი ვიზუალურად კონტროლდება დადგენილი წესით დამტკიცებულ საკონტროლო ნიმუშთან შედარებით. ან GOST 7593-ის შესაბამისად.
6.2 ხაზოვანი ზომები კონტროლდება ხაზოვანი გაზომვების საშუალებით, GOST 8.051-ით დადგენილი მაქსიმალური დასაშვები შეცდომებით.
6.3 ხრახნიანი კავშირების დაჭიმვის ბრუნი უნდა შემოწმდეს ბრუნვის გასაღებით.
7 ტრანსპორტი და შენახვა
7.1 ტრანსპორტირებისა და შენახვის პირობები უნდა უზრუნველყოფდეს წყაროების უსაფრთხოებას. ერთობლივი ტრანსპორტირებისას უნდა გამოიყოს სხვადასხვა სახელწოდების წყაროები.
7.2 მომხმარებელთან ზამბარების შენახვის ვადები და პირობები - GOST 15150-ის შესაბამისად.
8 ოპერაციული ინსტრუქცია
ზამბარების ექსპლუატაცია და მათზე მოვლა - ავტომობილის ექსპლუატაციის ინსტრუქციის შესაბამისად, რომელზეც ისინი დამონტაჟებულია.
9 მწარმოებლის გარანტია
მწარმოებელი გარანტიას იძლევა ზამბარების შესაბამისობას ამ სტანდარტის მოთხოვნებთან, იმ პირობით, რომ მომხმარებელი იცავს ტრანსპორტირების, შენახვისა და ექსპლუატაციის პირობებს.
ზამბარების მუშაობის საგარანტიო ვადა უნდა შეესაბამებოდეს ავტომობილის საგარანტიო პერიოდს, რომლისთვისაც ისინი განკუთვნილია.
დანართი A
გაზაფხულის ცენტრის ჭანჭიკების ზომები
A.1 ცენტრის ჭანჭიკები დამზადებულია ცილინდრული თავით. ცენტრალური ჭანჭიკის დიამეტრი უნდა შეესაბამებოდეს ნახატს და მაგიდას.
შენიშვნები
1 დასაშვებია ექვსკუთხა თავიანი ჭანჭიკების გამოყენება. ჭანჭიკის ზომები - GOST 7796-ის მიხედვით და დიამეტრი დ- ცხრილის მიხედვით.
2 დასაშვებია ცენტრალური ჭანჭიკების გამოყენება ბრტყელთან ერთად. ჭანჭიკების და მათთვის ხვრელების ზომები დადგენილია საპროექტო დოკუმენტაციაში.
სურათი A.1
ცხრილი A.1
მილიმეტრებში
|
გაზაფხულის სიგანე ბ |
ლ 0 |
მინიმალური სიგრძე ლზე |
|||||||
|
ექვსკუთხა კაკალი OST 37.001.124 მიხედვით |
|||||||||
|
თ ** + 10 |
|||||||||
|
* ტოლერანტობა h13. ** თ- ფურცლების შეფუთვის სისქე. Შენიშვნა - Xდა u- ნახატის მიხედვით. 1 და GOST 10549. |
|||||||||
დანართი B
გაზაფხულზე დამჭერების ტიპები და ზომები
B.1 ზომები IN, ბ 1 და თნაგლინი მართკუთხა პროფილისგან დამზადებული ზამბარების დამჭერები უნდა შეესაბამებოდეს სურათებში გამოსახულებს - და ცხრილებში და.
ბ.3 მანქანებისა და მცირე ავტობუსების ზამბარების დამჭერების ზომები მითითებულია საპროექტო დოკუმენტაციაში. დასაშვებია რეზინის (პლასტმასის) დამჭერი შუასადებების დაყენება.
ტიპი A
ცხრილი B.1
მილიმეტრებში
|
გაზაფხულის სიგანე ბ |
ჭანჭიკის დიამეტრი |
|||||||||||
|
თ ** + 10 |
||||||||||||
|
* ვრცელდება 01.01.90-მდე დაპროექტებულ ზამბარებზე. ** T -ფურცლის შეფუთვის სისქე. |
||||||||||||
ტიპი B
ცხრილი B.2
მილიმეტრებში
|
თ * 1 ± 2 |
|
|
T+(18 - 25) |
|
|
თ+ (22 - 28) |
|
|
თ + (25 - 32) |
|
|
თ + (30 - 36) |
|
|
თ + (34 - 40) |
|
|
შენიშვნა - სხვა ზომები - ცხრილის მიხედვით. თ* - ფურცლების შეფუთვის სისქე. |
|
სურათი B.1

სურათი B.2
სურათი B.4
დანართი B
(სავალდებულო)
მეთოდოლოგია სკამების იდენტიფიკაციისა და ზამბარების პერიოდული სიცოცხლის გამოცდისათვის
B.1 ტესტების სახეები და მოცულობა
სურათი B.1
შენიშვნა - ფურცლის მსხვრევა ან ზამბარის ჩაძირვა (კაბრის შემცირება) ზამბარის დეფორმაციის 20%-ზე მეტით, როდესაც დატვირთვა იცვლება სტატიკურიდან მაქსიმუმამდე () ჩავარდნილად ითვლება.
B.1.2 ზამბარების პერიოდული გამოცდა ტარდება იმისთვის, რომ პერიოდულად შემოწმდეს მინიმალურ და 50%-იან სიცოცხლესთან შესაბამისობა, რომელიც მიღებულ იქნა სიცოცხლის განმსაზღვრელი ტესტების დროს.
ბ.1.3 გამოცდამდე დგინდება ზამბარის დრეკადობის მახასიათებელი - ზამბარზე მოქმედ დატვირთვასა და მის დეფორმაციას შორის ურთიერთობა.
B.1.4 სიცოცხლის საბოლოო ტესტებს ატარებს საწარმო - მასიური წარმოების ზამბარების მწარმოებელი წარმოების დაწყებიდან არაუმეტეს 1,5 წლის განმავლობაში ძირითადი ტექნოლოგიის მიხედვით და განმეორებით საწარმოს - საპროექტო დოკუმენტაციის შემქმნელის მოთხოვნით ან მომხმარებელს დიზაინის ან ტექნოლოგიის ცვლილების შემთხვევაში.
მიერ განსაზღვრული რესურსები კოორდინირებულია საწარმოსთან - ავტომატური სატელეფონო სადგურის დეველოპერთან.
B.1.5 პერიოდული გამოცდა ატარებს ზამბარების მწარმოებელს 6 თვეში ერთხელ მაინც.
ნებადართულია საპროექტო დოკუმენტაციის შემმუშავებლის საწარმოს საიდენტიფიკაციო და პერიოდული გამოცდების ჩატარება.
B.1.6 დააწესეთ შესამოწმებელი მასობრივი წარმოების ზამბარების შემდეგი მინიმალური რაოდენობა, ც.:
15 - სიცოცხლის ტესტების განსაზღვრისათვის;
3 - პერიოდული ცხოვრების ტესტებისთვის.
B.1.7 მცირე რაოდენობით წარმოებული ზამბარებისთვის, გამოცდის ფარგლები განისაზღვრება მხარეთა შეთანხმებით.
B.2 სატესტო აღჭურვილობა და ინსტრუმენტები
B.2.1 იდენტიფიკაციისა და პერიოდული სიცოცხლის ტესტების სტენდი, რომელიც შედგება:
მექანიზმი, რომელიც უზრუნველყოფს ზამბარების ციკლურ გადახრას;
ზამბარის ჩატვირთვის მექანიზმი წინასწარი დეფორმაციის შესაქმნელად;
კურსის შეცვლის მოწყობილობები;
ზამბარების ჰაერით გაგრილების მოწყობილობები;
ციკლის მრიცხველი.
B.2.1.1 გამოყენებული მოწყობილობები და ინსტრუმენტები უნდა ჰქონდეს შემდეგი პარამეტრები:
მოგზაურობის დაყენების სიზუსტე ±1 მმ;
ციკლის მრიცხველის სიმძლავრე - არანაკლებ 1 მილიონი ციკლი.
B.2.1.2 სადგამის სიმძლავრე და შესაძლო დარტყმებისა და სიხშირის დიაპაზონი შეირჩევა შესამოწმებელი ზამბარების ტიპის მიხედვით.
B.2.2 მონტაჟი ზამბარის დრეკადობის მახასიათებლის დასადგენად
B.2.2.1 ინსტალაცია შედგება პრესისგან, რომელიც უზრუნველყოფს ზამბარის დატვირთვას მნიშვნელობამდე რთან მოთხოვნებთან შესაბამისობა.
B.2.2.2 ინსტალაციას უნდა ჰქონდეს დაძაბულობისა და დატვირთვის საზომი სისტემები, რომლებიც უზრუნველყოფენ ±1% სიზუსტეს.
B.3 ტესტის რეჟიმის განსაზღვრა
ბ.3.1.1 დრეკადობის მახასიათებლის დადგენამდე ზამბარის ჩალაგება ხორციელდება საპროექტო დოკუმენტაციის მოთხოვნების შესაბამისად.
ბ.3.1.2 ზამბარის დრეკადობის მახასიათებელი განისაზღვრება კიბეებით ჩადგმის გარეშე და ჩადგმით.
მოძრავ ურმებზე ტესტების სქემა ნაჩვენებია ნახატზე. მოცურების დასასრულის თანდასწრებით, ურმები ერთმანეთთან ხისტით არის დაკავშირებული ბარით 1 . ღეროს სიგრძელშ უდრის მანძილს ფრჩხილებს შორის რეალურ საკიდში. ზამბარებისთვის მოცურების ბოლოებით (ქვედა დიაგრამა სურათზე), რეკომენდებულია ხისტი დამონტაჟება ცენტრში.
ზამბარის მახასიათებლების დადგენისას მაქსიმალურ დატვირთვად ითვლება ის დატვირთვა, რომელიც იწვევს ზამბარის დეფორმაციას, რაც შეესაბამება სატრანსპორტო საშუალების ძირითადი მოდელის საკიდში ზამბარის შემზღუდველების გააქტიურების მომენტს. მყარი რეზინის გაჩერებებისთვის მათი ჩართვა განისაზღვრება 1/3-ის ტოლი დეფორმაციით, ხოლო ღრუსთვის - სიმაღლის 2/3.
შემზღუდველების არარსებობის შემთხვევაში, მაქსიმალური დატვირთვა განისაზღვრება ზამბარის დეფორმაციის მნიშვნელობით, რომელიც უდრის სტატიკური დატვირთვის ქვეშ ზამბარის გადახრის 1,5-ს.
აღნიშნულ მონაცემებს აწვდის საწარმო - ავტომატური სატელეფონო სადგურის დეველოპერი.
B.3.1.5 ზამბარის გადახრა იზომება როგორც დატვირთვის, ასევე განტვირთვისას.
B.3.1.6 ტესტის მონაცემების მიხედვით, აგებულია ზამბარის დრეკადობის მახასიათებლის გრაფიკი (სურათი), რომელზედაც სტატიკური დატვირთვის შესაბამისი გადახრიდან ± 25 მმ ფართობზე შუა ხაზია. შედგენილია დატვირთვისა და განტვირთვის ხაზებს შორის, რაც შეესაბამება ზამბარის ელასტიურ მახასიათებელს ხახუნის არარსებობისას.
1 - ჯოხი; თან- სიმტკიცე, daN × სმ -1
სურათი B.2
B.3.2 განმსაზღვრელი და პერიოდული გამძლეობის ტესტების რეჟიმის განსაზღვრა
ჯიხური მუშაობს S,ზამბარის დეფორმაციის ამპლიტუდის ორჯერ ტოლი;
ზამბარის მინიმალური გადახრავპ (ზამბარის წინასწარ დატვირთვა), უდრის სხვაობას ზამბარის დეფორმაციას შორის სტატიკური დატვირთვის დროსვგ და ზამბარის დეფორმაციის ამპლიტუდაS/ 2 .
B.3.2.2 ზამბარის გადახრა სტატიკური დატვირთვის ქვეშ განისაზღვრება ზამბარის დრეკადობის მახასიათებლიდან, რომელიც მთავრდება, როგორც მანძილი y-ღერძიდან დრეკადობის მახასიათებლის ცენტრის ხაზის გადაკვეთის წერტილამდე ჰორიზონტალურ ხაზთან შესაბამისი. სტატიკური დატვირთვის მიმართ.
B.3.2.3 სკამზე დარტყმა სგანისაზღვრება იმ პირობებიდან, რომლითაც იცვლება ძაბვის ამპლიტუდას ა მრავალფოთლიანი ზამბარების ტესტირებისას ჩადგმაში არის ±3000 daN× სმ -2. მრავალფოთლოვანი ზამბარები, რომელთა ძაბვები სტატიკური დატვირთვისას 3000 დან-ზე ნაკლებია× სმ -2 ტესტირება ხდება პულსირებული ციკლით, ე.ი. გაზაფხულზე ნულოვანი დაძაბულობის დროს და 3000 daN ამპლიტუდაზე× სმ -2.
მცირე ფოთლოვანი ზამბარების ტესტირებისას დასაშვებია დაძაბულობის ამპლიტუდა ±4500 daN× სმ -2.
ზამბარებისთვის, რომელთა დაძაბულობა სტატიკური დატვირთვის ქვეშ არის 6000 daN-ზე მეტი× სმ -2, ტესტირების დროს დაძაბულობის ამპლიტუდა შეიძლება შემცირდეს ავტომატური სატელეფონო სადგურის შემქმნელ კომპანიასთან შეთანხმებით.
დადგეს პროგრესი სგამოითვლება ფორმულის მიხედვით
სად არის დაძაბულობის ცვლილება ზამბარის გადახრისას 1 სმ, daN× სმ -3;
თან 3 - ზამბარის სიხისტე ჩადგმაში სტატიკური დატვირთვის ქვეშ, daN× სმ - ;
TO -კოეფიციენტი ზამბარის დიზაინიდან გამომდინარე.
ნახევრად ელიფსური ასიმეტრიული ზამბარისთვის
![]()
ნახევრად ელიფსური სიმეტრიული ფოთლის ზამბარისთვის B.3.1.7), daN × სმ -1.
B.4 ტესტების მომზადება და ჩატარება
B.4.1 ზამბარის დაყენება სადგამზე
B.4.1.1 ზამბარა დამონტაჟებულია ისევე, როგორც დამონტაჟდა ტესტების დროს ელასტიური მახასიათებლის დასადგენად კიბეებით ().
ბ.4.1.2 ზამბარის აწყობის მდგომარეობა უნდა იყოს .
B.4.1.3 ძალები სადგამის სლაიდერიდან ზამბარის ჩასმამდე გადაეცემა:
ასიმეტრიული ზამბარებისთვის და ბოლოების განსხვავებული დიზაინის ზამბარებისთვის - საყრდენი მოწყობილობის მეშვეობით (დატვირთვის ღერო, მოძრავი საკისრები და ა.შ.), რომელიც უზრუნველყოფს ზამბარის კუთხური მოძრაობას;
სიმეტრიული ზამბარებისთვის ერთი დაბოლოების დიზაინით, დასაშვებია ხისტი მიმაგრება სლაიდერზე.
ბ.4.1.4 სადგამზე დამონტაჟებული ზამბარა ექვემდებარება წინასწარ დეფორმაციას - ზამბარის წინასწარ ჩატვირთვას ().
B.4.2 ზამბარების სიცოცხლის განმსაზღვრელი ტესტების დროს, ზამბარის ვარდნა იზომება ყოველ 100 ათას ციკლში.
პერიოდული სიცოცხლის ტესტების დროს, დაქვეითება ასევე იზომება ზამბარებისთვის, რომლებმაც გაიარეს ტესტები მინიმუმამდე და 50% სიცოცხლეზე.
B.4.3 პერიოდული სასიცოცხლო ცდების დროს ზამბარა ჩაითვლება გამოცდაზე გავლილი, თუ არ შეინიშნება მინიმალურ ვადამდე შეფერხება.
B.4.4 ზამბარების 50%-მდე რესურსის პერიოდული ტესტირების შედეგები ეცნობება დიზაინერს.
B.5 ტესტის შედეგების დამუშავება
B.5.1 სიცოცხლის განმსაზღვრელი ტესტების შედეგები აღირიცხება პროტოკოლში, რომლის რეკომენდებული ფორმა მოცემულია ქვემოთ.
პროტოკოლში მითითებულია:
წარუმატებლობამდე ციკლების რაოდენობა;
გატეხილი ფურცლების რაოდენობა;
მანძილი ფურცლის ცენტრიდან გაუმართაობის წერტილამდე;
მანძილი ფურცლის კიდიდან დაღლილობის ბზარის ცენტრამდე;
დაღლილობის ბზარის მდებარეობა დაძაბულობის ან შეკუმშვის ზედაპირზე;
ავარიის დაწყების ადგილზე კონტაქტური ხახუნის არსებობა;
გაზაფხულზე ჩავარდნა (ყველა გაზომვის მონაცემები).
B.5.2 სიცოცხლის საბოლოო ტესტების ჩატარებისა და შედეგების დამუშავების შემდეგ დგება ოქმი, რომელიც შეიცავს:
ტესტის ობიექტი;
ზამბარის ელასტიურობა შეწყვეტის გარეშე;
ზამბარის ელასტიური მახასიათებელი ჩადგმით;
Ტესტური რეჟიმი;
ტესტის მონაცემები;
მეტალოგრაფიული კვლევების შედეგები (კვლევის ფარგლებს ადგენს კვლევის ჩამტარი პირი);
მარცხის მიზეზების დასადგენად ჩატარებული კვლევების შედეგები;
ტესტის შედეგების ანალიზი - მინიმალური და 50%-იანი რესურსების განსაზღვრა;
დასკვნები და შეთავაზებები.
|
პროტოკოლი №_________ საგაზაფხულო ტიპი და ნახაზის ნომერი _________________________________________________ სიგრძე _______________ სიგანე ______________ ფურცლების რაოდენობა ____________________ ფურცლის სისქე და პროფილის ტიპი ________________________________________________ წარმოების თარიღი და სერიის ნომერი _________________________________________________ ტესტირების თარიღი და ადგილი _________________________________________________________________ სკამზე მოძრაობა _______, ზამბარის წინასწარ ჩატვირთვა ___________ და სკამების რხევის სიხშირე კიბის თხილის გამკაცრების ბრუნვა, დიახ× მ _________________________________________________
დასკვნა (90% რესურსი, მინიმალური რესურსი, 50% რესურსი) ___________________________________________________________________________ ___________________________________________________________________________ პასუხისმგებელია მინიმალური რესურსის განსაზღვრაზე ________________________________ ინიციალები, გვარი პასუხისმგებელია ტესტირებაზე _________________________________________________ ინიციალები, გვარი |
|||||||||||||||||||||||||||||||||||||||||||||||
B.5.3 სიცოცხლის განმსაზღვრელი ტესტების შედეგები წარმოდგენილია გრაფიკულად ვეიბულის განაწილების ალბათობის ბადეში (სურათი). აბსცისის ღერძზე გამოსახულია ციკლების რაოდენობა ზამბარების პირველ ჩავარდნამდე (ფოთლის გატეხვა, ზამბარის ჩაძირვა), ორდინატულ ღერძზე - ავარიის არარსებობის ალბათობა, რაც შეესაბამება ზამბარების პროცენტს, რომელიც არ გატეხილია. ციკლების მოცემული რაოდენობა.
ტესტის ანგარიშიდან გრაფიკის ასაგებად, აღმავალი თანმიმდევრობით (ცხრილი) ჩაწერეთ მონაცემები ტესტირებული ზამბარების რესურსზე.
ცხრილი B.1
|
წყაროს სერიული ნომერი |
|||||||||||||||||||||
დამოკიდებულებით განისაზღვრება უწყვეტი ზამბარების პროცენტი (უშეცდომოდ მუშაობის ალბათობა).
![]()
სად პ- შემოწმებული ზამბარების რაოდენობა;
n i- გატეხილი ზამბარების რაოდენობა.
მაგალითად, თუ შემოწმებულია 15 ზამბარა ( პ= 15), მაშინ თუ მეხუთე გაზაფხული იშლება (n i = 5)
![]() = = 69,5%, ე.ი. უშეცდომოდ მუშაობის ალბათობა დარჩენილი 10 ზამბარის 201 ათას ციკლამდე ( პ
-
n i) იქნება 69,5%-ის ტოლი.
= = 69,5%, ე.ი. უშეცდომოდ მუშაობის ალბათობა დარჩენილი 10 ზამბარის 201 ათას ციკლამდე ( პ
-
n i) იქნება 69,5%-ის ტოლი.
ამრიგად, გრაფიკზე 15 ქულაა გამოსახული.
დახაზეთ ხაზი მოცემული წერტილებიდან. თუ საჭიროა სწორი ხაზის პოზიციის გარკვევა, გამოიყენება რეგრესიის განტოლება.
90% და 50% რესურსების დასადგენად, ჰორიზონტალური ხაზებია გაყვანილი, რომლებიც შეესაბამება 90% და 50% ავარიის ალბათობას.
ციკლებში მანძილი y-ღერძიდან ჰორიზონტალური ხაზების გადაკვეთის წერტილებამდე წერტილებში გავლებული სწორი ხაზით უდრის 90% და 50% რესურსებს. მინიმალური რესურსია 0.75 90% რესურსი.
მაგალითად, ფიგურაში მინიმალური რესურსია 112,5 ათასი ციკლი, 90% რესურსი - 150 ათასი ციკლი, 50% რესურსი - 220 ათასი ციკლი.
B.5.4 პერიოდული ცხოვრების ტესტების ჩატარების შემდეგ მათი შედეგების მიხედვით დგება აქტი. ყველა ზამბარა, რომელიც ვერ გამოცდას, ექვემდებარება მეტალოგრაფიულ გამოკვლევას. აქტს თან ერთვის მეტალოგრაფიული კვლევების მონაცემები, არასაკმარისი რესურსის მიზეზების ანალიზი და მისი გაზრდის ღონისძიებების წინადადებები. ზამბარების ხარისხის გაუმჯობესების ღონისძიებების გატარების შემდეგ მეორდება პერიოდული გამოცდები.
საკვანძო სიტყვები:ფოთლოვანი ზამბარები, ავტომობილები, მანქანები, უსაფრთხოების მოთხოვნები, პარამეტრები და ზომები, ტესტირება, ტრანსპორტირება და შენახვა, საოპერაციო ინსტრუქციები
ჩვენი კომპანია CTG-parts უკვე რამდენიმე წელია აწარმოებს და აღჭურავს ნებისმიერი მარკის მანქანებს ზამბარის კიბეებით. ჩვენ ვამზადებთ კიბეებს წინა და უკანა ზამბარებისთვის და გარანტიას ვაძლევთ მათ ხარისხს.
ერთი შეხედვით, შეიძლება ჩანდეს, რომ ზამბარისთვის საფეხურები არის სრულიად მარტივი და არასაჭირო ნაწილი, მაგრამ მას არ შეიძლება ეწოდოს მხოლოდ მოხრილი ხრახნიანი ლითონის ღერო და მისი გამომუშავება არც ისე ადვილია.
ამ ნაწილის ზომები შექმნილია ისე, რომ დარწმუნებული იყოთ დატვირთვის საჭირო მახასიათებლებში.
ზამბარის დაყენებით, თქვენ არ შეგეშინდებათ მართვის უსაფრთხოების უსწორმასწორო, დაბურულ გზებზე. ის უზრუნველყოფს უსაფრთხოებას სატრანსპორტო საშუალების მგზავრების გადაყვანისას, ხდის მანქანას უფრო გამძლეს ვიბრაციის მიმართ. ნაწილის დამზადებისას გამოიყენება ეგრეთ წოდებული ცივი ლითონის ფორმირების მეთოდი, რომლის წყალობითაც ჩვენი კიბეები მოგემსახურებათ მრავალი წლის განმავლობაში. ჩვენ ყურადღებით ვაკვირდებით წარმოების ყველა ეტაპს და ვაკვირდებით ტექნიკურ ნორმებთან და სტანდარტებთან შესაბამისობას. საფეხურზე ძაფი იჭრება უმაღლესი სიზუსტით, ხოლო კაკალი კეთდება უფრო მაღლა მაქსიმალური დამაგრების უზრუნველსაყოფად.
ჩვენი კომპანია აწარმოებს კიბეებს ნებისმიერი მანქანის მოდელისთვის, ასევე შეგიძლიათ შეუკვეთოთ ექსკლუზიური კიბეების დამზადება თქვენი ზომის მიხედვით. რატომ უნდა შეუკვეთოთ კიბე ჩვენთან? დიახ, რადგან ჩვენი კომპანიის ვებგვერდი დიდი ხანია არის მოწინავე საწარმო, რომელიც იძლევა გარანტიას და გარანტიას იძლევა სათადარიგო ნაწილების (როგორც საშინაო, ასევე იმპორტირებული) ხარისხს მთელ რუსეთში.
სხვა საკითხებთან ერთად, ჩვენ გარანტიას ვაძლევთ:
- ჩვენი პროდუქციის მაღალი ხარისხი
- სწრაფი მიტანა
- სრული პაკეტი
- ყველაზე ფართო სპექტრი
- უნიკალური მიდგომა
- დაბალი ფასები
- საგარანტიო მომსახურების პერიოდი
- შეკვეთის სიმარტივე

ზამბარები პირდაპირ გავლენას ახდენენ სატრანსპორტო საშუალებების გადაადგილების უსაფრთხოებაზე, ამიტომ მათ ფრთხილად უნდა მოეპყროთ: შეზეთეთ ზამბარის ქინძისთავები და ფურცლები, შეამოწმეთ ნაწილის დამაგრება მანქანის ძარაზე, დროდადრო გააძლიერეთ ჭანჭიკის კავშირი. დრო, გამკაცრდეს კიბეები.
ჩვენს ვებგვერდზე შეგიძლიათ იპოვოთ კიბე გამაგრებული ზამბარისთვის 100 რუბლიდან. ზამბარებისთვის ყველა საფეხური დამზადებულია მაღალი სიმტკიცის ფოლადისგან. ამ შემთხვევაში, საიტზე ჩვენი კონსულტანტები სიამოვნებით გიპასუხებენ თქვენს ყველა კითხვაზე, დაგეხმარებიან თქვენთვის საჭირო ნაწილის მოდელის შერჩევაში. ჩვენ გვაქვს კიბეები მთელი UAZ ხაზისთვის, ავტობუსებისთვის და სატვირთო მანქანებისთვის, Mercedes-Benz-ისთვის, LIAZ-ისთვის და Scania-სთვის.
ჩვენ ასევე მზად ვართ დახმარება გავუწიოთ მომხმარებლებს, რომლებსაც აქვთ იშვიათი ან გაუქმებული კიბის დამზადების აუცილებლობა. ჩვენი სპეციალისტები შეძლებენ მის დამზადებას, თუ მოგცემთ ნიმუშის ნაწილს ან ზუსტ ზომებს.



Აღება.პროდუქციის თვითმიწოდება ხორციელდება ქალაქებში, სადაც ჩვენი ფილიალებია: ეკატერინბურგი, პერმი, ჩელიაბინსკი, უფა, ჩუსოვოი (პერმის ტერიტორია) და ხორციელდება შეკვეთის ღირებულების 100% წინასწარი გადახდის საფუძველზე.
მიწოდება სატრანსპორტო კომპანიების მიერ.სატრანსპორტო კომპანიების მიერ შეკვეთების მიწოდება ხორციელდება რუსეთის ფედერაციის ყველა ქალაქში, რომლებშიც არის სატრანსპორტო კომპანიების ტერმინალები და ხორციელდება შეკვეთის ღირებულების 100% წინასწარი გადახდის საფუძველზე.
სატრანსპორტო კომპანიების (შემდგომში TC) მიერ შეკვეთების მიწოდება ხორციელდება შემდეგნაირად:
- შეკვეთას აკეთებთ საიტზე ან ტელეფონით.
- ონლაინ მაღაზიის მენეჯერი დაგიკავშირდებათ შეკვეთის შესახებ მონაცემების დასაზუსტებლად: საქონლის დასახელება, რაოდენობა და ხელმისაწვდომობა; სასურველი სატრანსპორტო კომპანია; საკონტაქტო ინფორმაცია. ინფორმაციის დაზუსტების შემდეგ და უთანხმოების არარსებობის შემთხვევაში, მენეჯერი იღებს სამუშაოს შეკვეთას და გასცემს ანგარიშ-ფაქტურას გადახდისთვის.
- თქვენ იხდით შეკვეთას არჩეული გადახდის მეთოდით.
- გადახდის მიღების შემდეგ შეკვეთა გადაეცემა ასამბლეას. მენეჯერი დაგიკავშირდებათ და გაცნობებთ ამის შესახებ, გარდა ამისა, აცნობებს TC ტერმინალში საქონლის მიწოდების სავარაუდო თარიღს.
- დასრულებული საქონელი გადაეცემა თქვენს მიერ არჩეული სავაჭრო ცენტრის ტერმინალში შემდგომი გადაზიდვისთვის. ონლაინ მაღაზიის მენეჯერი გეტყვით სავაჭრო ცენტრიდან გადაგზავნის ქვითრის ნომერს, რომლითაც შეგიძლიათ აკონტროლოთ ტვირთი.
- დანიშნულების ქალაქის სავაჭრო ცენტრის ტერმინალში შეკვეთის ჩასვლისთანავე სავაჭრო ცენტრის სპეციალისტი დაგიკავშირდებათ საკონტაქტო ტელეფონით და გაცნობებთ შეკვეთის ჩამოსვლის შესახებ, გთავაზობთ საქონლის აყვანას თვითმიწოდებით. სავაჭრო ცენტრის ადგილობრივი ფილიალიდან ან მიუთითებს მიტანის ხელსაყრელ დროს "კარამდე".
თქვენ დამოუკიდებლად იღებთ შეკვეთას სავაჭრო ცენტრის ადგილობრივი ფილიალიდან თქვენთვის მოსახერხებელ დროს, შენახვის ვადაში, ან სავაჭრო ცენტრის კურიერი მოგაწოდებთ შეკვეთას და დოკუმენტებს "კარამდე" თქვენს მისამართზე.
სატრანსპორტო კომპანიის მიერ დანიშნულების ქალაქში შეკვეთის ტრანსპორტირების ღირებულება დამოკიდებულია შერჩეული სავაჭრო ცენტრის ტარიფებზე, ასევე დანიშნულების ადგილის დისტანციურობაზე და იხდის თავად მყიდველის მიერ შეკვეთის დანიშნულების ადგილზე მისვლის დროს. ქალაქი.
TK ტერმინალში მიტანა უფასოა. შპს სავაჭრო სახლი დელტა ტვირთს დამოუკიდებლად აწვდის სავაჭრო ცენტრის ტერმინალებს.
სატრანსპორტო კომპანიების მიერ ტვირთის გადაუდებელი გაგზავნის შემთხვევაში ტვირთის შეგროვება ჩვენი საწყობიდან ხდება მყიდველის ხარჯზე (ონლაინ მაღაზიის მენეჯერთან შეთანხმებით).
ჩვენ ჩვეულებრივ ვაგზავნით ჩვენს შეკვეთებს შემდეგ გადამზიდავებთან:
TK KIT (GTD ან სპერმის ვეშაპი) https://gtdel.com/
ბიზნეს ხაზები https://dellin.ru/
საუბნო საარჩევნო კომისია https://pecom.ru/
RATEK http://rateksib.ru/
ენერგია https://nrg-tk.ru/
Და სხვა.
ზამბარები ნებისმიერი სატრანსპორტო საშუალების მოწყობილობის მნიშვნელოვანი ელემენტია, რომელიც უზრუნველყოფს მანქანის სტაბილურობას და გლუვ მუშაობას გზის უსწორმასწორო ზედაპირებზეც კი, ასევე უზრუნველყოფს მძღოლისა და მისი მგზავრების უსაფრთხოებას.
მოძრაობის უსაფრთხოებაში ძალიან მნიშვნელოვან როლს თამაშობს ასევე ზამბარის კიბეები, რომელთა მეშვეობითაც ზამბარები ამაგრებენ მანქანების ღერძებს. როდესაც მანქანა მოძრაობს, უხეში გზების ყველა დარტყმა პირველ რიგში მცირდება მანქანის ბორბლებით. შემდეგ სატრანსპორტო საშუალების ღერძების ვიბრაცია გადაეცემა ზამბარებსა და სხვა დაკიდების ელემენტებს. სინამდვილეში, საგაზაფხულო კიბეები მუდმივად დინამიური დატვირთვის ქვეშ იმყოფება. და თუ თქვენ არ მიჰყვებით შეჩერების ამ მარტივ, მაგრამ მნიშვნელოვან ნაწილს, მაშინ შესაძლებელია სამწუხარო შედეგები ხიდიდან ზამბარის სახით.
ამიტომ სატრანსპორტო საშუალების მოვლა-პატრონობისას აუცილებელია ზამბარის კიბეებზე თხილის პერიოდულად გამკაცრება. ეს საუკეთესოდ კეთდება დატვირთულ მანქანაზე. ამ შემთხვევაში ზამბარები დატვირთვის ქვეშ სწორდება და კიბეებზე თხილის მოჭიმვა უფრო ადვილი და სწორია.
ახალი საფეხურების დამონტაჟებისას ჯერ თხილი ბოლომდე მოჭერით, სანამ არ გაჩერდებიან და შემდეგ ოდნავ გაფხვიერეთ. შეუძლებელია თხილის ბოლომდე გამკაცრება გაჩერებამდე, რადგან ეს გამოიწვევს ქუდისა და კიბის დამაგრების უკმარისობას.
ზამბარის საფეხური არის იაფი და ჩვეულებრივი ნაწილი ავტომობილების დილერებში. მაგრამ ზოგჯერ, იმპორტირებული სატვირთო მანქანების და ნახევრადმისაბმელიანი მანქანების შემთხვევაში, ასეთი სათადარიგო ნაწილი შეიძლება არ იყოს ხელმისაწვდომი. ამ შემთხვევაში ზამბარების შეკვეთით დამზადებული კიბეების დამზადება დაგეხმარებათ.
ზამბარების საფეხურები, ისევე როგორც კორპუსის კიბეები, უნდა იყოს დამზადებული იმ ტვირთის შესაბამისი მასალისგან, რომელსაც განიცდის კიბე. არ უნდა იყოს დეფორმირებული და გატეხილი მანქანის მუშაობის დროს. ამავდროულად, სხვადასხვა მანქანებისთვის საფეხურების ზოლების სისქე, ფორმა და კიდეები შეიძლება განსხვავდებოდეს. უბრალოდ, თქვენ ვერ შეძლებთ კიბის აყვანას სხვა მანქანიდან.
ბევრი სატვირთო მანქანის მძღოლი ცდილობს გააძლიეროს თავისი საფონდო ზამბარები დამატებითი ფურცლებით. ამ შემთხვევაში სტანდარტული კიბის ზოლების სიგრძე არ არის საკმარისი შესქელებული ზამბარის დასაფარად. ისევ სამაშველოში მოვიდა ბრძანებით გაკეთებული კიბეები.
ამასობაში, სიცხადისთვის წარმოგიდგენთ შეკვეთით დამზადებული კიბეების ტიპიური ანალოგების სავარაუდო ფასებს. ყოველივე ამის შემდეგ, სტანდარტული ნაწილებიც კი ყოველთვის არ არის ადვილი ყიდვა სწრაფად, განსაკუთრებით იმპორტირებული სატვირთო მანქანებისთვის. მანქანამ უნდა მართოს, იმუშაოს და მფლობელს მოგება მოუტანოს! ამიტომ უფრო ადვილია მაღალი ხარისხის საფეხურის დამზადება მოკლე დროში, ვიდრე კვირების ლოდინი სათადარიგო ნაწილების მაღაზიაში მის შეკვეთას.