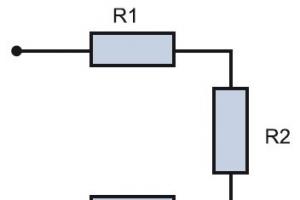
Rekisteröidä itsekierteitteiden valmistus yrityksenä, avaa vain IP. Vastaava koodi OKVED: 25.94.– "Kiinnittimien valmistus".
Ei vaadi erityisiä lisenssejä. Tärkeä vaatimus - raaka-aineiden on oltava GOST:n mukaisia. Valmiille tuotteille on kehitetty seuraavat GOST-standardit: 11652-80 – “Itseporautuva ruuvi”, 10619-80, 10618-80, 10620-80, 10621-80, 11651-80. Erityyppisillä ruuveilla on omat vaatimuksensa ja standardinsa.
Yrityksen edut
Miksi on kannattavaa järjestää itsekierteittävien ruuvien tuotanto:
- Pitkä tuotteen säilyvyys. Sitä voidaan säilyttää vuosia, ja jos alussa ei ole hyvää myyntiä, et menetä rahaa pilaantuneesta tuotteesta. Tärkeintä on varmistaa varastointiin varatun alueen kuivuus;
- Tukkumyynti. Tällaisia tuotteita ostetaan yksinomaan irtotavarana, joten pienten ja vähittäisostajien kanssa ei tarvitse työskennellä;
- Vakaus. Tässä markkinarakossa ei ole käsitettä brändin "promootio" tai kova hintakilpailu. Tavaroiden ostajat tekevät pääsääntöisesti yhteistyötä yhden tehtaan kanssa vuosia. Saadaksesi vakaat tulot, sinun on perustettava myynti 2-3 paikkaan;
- Alhaiset työpajan perustamiskustannukset. Huolimatta kalliista teollisuuslaitteista, itse konepaja ei vaadi suuria investointeja. Riittää, kun löytää halvat tilat kaupungin laitamilta;
- Henkilöstön pätevyydelle ei ole erityisiä vaatimuksia. Kaikkia laitteita on helppo käyttää ja huoltaa, ja jokainen työntekijä voidaan opettaa käyttämään niitä muutamassa päivässä. Ei tarvitse palkata ammattilaisia ja maksaa keskimääräistä korkeampaa palkkaa.
Huone
Tehtaan kokonaisrakennusala – 70 neliömetriä. Työpaja ja koneet ovat kooltaan 45 neliömetriä. m, varasto- ja kodinhoitotilat - 25 neliömetriä. m.
Valitse paikka kaupungin ulkopuolella, tämä helpottaa raaka-aineiden hankkimista ja valmiiden tuotteiden vientiä kuorma-autolla, ja lisäksi vuokrakustannukset laitamilla ovat alhaiset. Tällainen tila maksaa 400-450 dollaria kuukaudessa. Korjaus maksaa noin 1000 dollaria.
Tuotantotilojen vaatimukset
- Sähköverkko 380 V;
- Kylmän veden saatavuus, viemäri;
- Katot kolmesta metristä;
- Pääsyteiden saatavuus laitokseen;
- Suihku ja wc työntekijöille.
Itsekierteitteiden valmistustekniikka
Tehtaalla tuotanto tapahtuu kylmäleimausmenetelmällä.
Päävaiheet
Raaka-aine käy läpi useita prosessointivaiheita ennen kuin siitä tulee lopputuote:
- Työkappaleen tai aihion muodostus kylmäpäistökoneella. Tässä vaiheessa tuote saavuttaa vaaditun pituuden, kärjen, pään;
- Tangon kierteet leikataan kierteiden valssauskoneella.
Tuotteen laadun parantamiseksi pinnan kovetusprosesseja voidaan lisätä tuotteen lujuuden ja korroosionestokäsittelyn lisäämiseksi. Tämän jälkeen tavarat pakataan. 250, 500 ja 1000 kappaleen muovipusseihin pakkaaminen on yleistä.
Alue
Hyvä itsekierteittävä kone voi tuottaa monenlaisia ruuveja, jotka eroavat sellaisista ominaisuuksista kuin pituudesta, kierteestä ja pään tyypistä.
Kysynnän lisäämiseksi kannattaa valita useita tyyppejä: esim. yleiskatto, eri materiaaleille (metalli, kipsilevy, puu), ruuvit ovat kysyttyjä sandwich-paneeleihin ja ikkunaprofiileihin.
Paras laitteisto itsekierteittävien ruuvien valmistukseen
Laitoksen vähimmäiskokoonpano koostuu seuraavista koneista:
- Piirustus. Metallilanka tulee uuniin, jossa se vedetään useiden muottien läpi, jolloin muodostuu tarvittavan kokoisia puolivalmiita tuotteita;
- Kylmä otsikko;
- lanka;
- Lämpökarkaisuuuni lisää voimaa.
Ei ole järkevää ostaa jokaista konetta itsekierteittävien ruuvien valmistukseen erikseen, on parempi ostaa täydellinen linja.
"Setin" keskihinta on 20 tuhatta dollaria. Tämä on laitteiden hinta, joka tuottaa noin 60 yksikköä minuutissa. Kahdessa vuorossa kuukaudessa työskennellessä voidaan valmistaa 1,8-2 miljoonaa kappaletta. Kalliit japanilaiset koneet pystyvät muodostamaan jopa 300 kappaletta minuutissa, mutta niitä on järkevää ostaa vain, jos on suuria ennakkotilauksia.
Tarjolla on laadukas ja edullinen itsekierteittävien ruuvien tuotantolinja Taiwanilaiset yritykset LianTeng ja FOB, hyviä koneita myy Odessan yritys Cupra. Eurooppalaisten laitteiden hinta on 30 tuhatta dollaria.
Liittyvät kustannukset: laatikot valmiiden tuotteiden varastointiin, pienet työkalut (käsineet, kauhat, lapiot jne.) - noin 100 dollaria.
Raaka-aineet itsekierteittävien ruuvien valmistukseen
Paras raaka-aine kylmämeistamalla valmistukseen on teräksestä (ruostumaton, korkeahiilinen) tai messingistä valmistettu lanka. Tyypillisesti kulutustarvikkeet ostetaan kelojen muodossa, joissa on kelaus, harvemmin - tarvittavan pituisten valmiiksi leikattujen aihioiden muodossa. Parhaat teräslangat ovat ST 08 KP ja ST 10 KP.
Ainekustannukset– noin 600-700 dollaria tonnilta. Yhdestä tällaisesta kelasta valmistetaan noin 500 tuhatta tavarayksikköä. Tarvitset 3-4 tonnia lankaa kuukaudessa, ja kokonaiskustannukset ovat jopa 3 000 dollaria.
Henkilökunta
Investoinnin nopean tuoton saamiseksi on välttämätöntä järjestää työpajan työ kahdessa vuorossa: kumpikin kaksi työntekijää. Kutsu freelance-asiantuntija tekemään kirjanpito. Aluksi sinun tulisi ottaa esimiehen tehtäviä.
Siivoojan kanssa työllistää viisi kokopäiväistä työntekijää. Palkkarahasto - noin 2000 dollaria kuukaudessa.
Tavaroiden myynti
Valmiina tuotetta tarjotaan parhaiten korjaus- ja rakentamisalan yrityksille, huonekalutehtaille, suurille rakennusmateriaali- ja kiinnitysvälineliikkeille.
Nämä ovat yrityksiä, jotka ostavat suuria tukkumääriä. On kannattamatonta työskennellä pienten tilausten (alle 100 tuhatta yksikköä) kanssa.
Kustannukset ja voitot
Tarvitset yksityiskohtaisen laskelman kustannuksista ja tulevista voitoista.
Pääomasijoitukset liiketoimintaan
- Rekisteröintimenettely – jopa 40 dollaria;
- Tilojen vuokra kolmeksi kuukaudeksi + korjaukset – 2300 dollaria;
- Laitteiden osto ja asennus - 21 000 dollaria;
- Ensimmäisen kuukauden raaka-aineiden hankinta – 3000 dollaria.
Yhteensä - noin 26 000 dollaria.
Kuukausikulut
- Vuokra - 450 dollaria;
- Teräslanka - 3000 dollaria;
- Palkka - 2000 dollaria;
- Apu- ja logistiikkakulut – 300 dollaria.
Yhteensä - noin 5700 dollaria.
Tuottamalla 1,7-2 miljoonaa ruuvia kuukaudessa tukkuhinnalla 4,6-5 dollaria tuhatta kappaletta kohti, saamme tuloja noin 8500-9000 dollaria. Nettokuukauden voitto– noin 3000 dollaria.
Itsekierteitteiden valmistus yrityksenä. Valtava plussa on mahdollisuus skaalata liiketoimintaa, ostaa lisälaitteita ja työskennellä suurempien asiakkaiden kanssa.
- (184)
- (102)
Tämäntyyppinen liiketoiminta voidaan aloittaa valmistamalla pieniä eriä itsekierteittäviä ruuveja, esimerkiksi jopa 1,5 miljoonaa kappaletta kolmiokierreruuveja kuukaudessa. Nykyään on täysin mahdollista ostaa edullisia nykyaikaisia laitteita. Yrityksen laajuudesta riippumatta tuotteen valmistusprosessi pysyy ennallaan.
Voit laajentaa itsekierteittävien ruuvien tuotantolinjaa missä tahansa kaupallisen toiminnan vaiheessa. Riittää, kun ostat korkean suorituskyvyn koneita erimuotoisten itsekierteitteiden ja muiden metallikiinnittimien valmistukseen. Tällä hetkellä tällainen liiketoiminnallinen suuntautuminen tunnustetaan kannattavaksi.
Pätevä lähestymistapa liiketoimintaan, joka aloitettiin alhaisilla kustannuksilla, näkyy kaupallisella puolella jonkin ajan kuluttua. Minituotanto alkaa tuottaa hyviä voittoja:
Itsekierteittävät ruuvit ovat kysyttyjä samalla tavalla kuin naulat. Ei paljon kalliimpaa, mutta niillä on laajempia sovelluksia;
Laaja valikoima: yleiskäyttöiset itsekierteittävät ruuvit, kattoruuvit metallille, kipsilevylle, puulle, sandwich-paneeleille ja muille;
Raaka-aineiden saatavuus;
Maassa on koneenrakennuskapasiteettia, mutta kiinnikkeitä ei valmisteta riittävästi. Venäjä tuo niitä kymmeniä tuhansia tonneja vuosittain;
Talouskriisi ei juuri vaikuttanut rakennusmarkkinoihin;
Yksityiset sijoittajat vastaavat mielellään lupaavaan ideaan ammattimaisesti laaditun liiketoimintasuunnitelman mukaisesti.
Tuotannon ja kaupallisen toiminnan organisoinnin peruskysymykset.
Jos sinulla ei ole omia varoja, sinun tulee ottaa yhteyttä pankkiin lainaa varten. Pankki alkaa käsitellä hakemustasi vain, jos sinulla on mielekäs liiketoimintasuunnitelma ja pystyt myöntämään kunnollisen lainan yritysprojektin järjestämiseen. Et voi tulla ilman yksityiskohtaista vaiheittaista kuvausta tulevasta toiminnasta, vaikka alkupääoma on jo saatavilla ja sinun tarvitsee vain rekisteröidä oikeushenkilö, tämä voi olla esimerkiksi yksittäinen yrittäjä (yksityinen yrittäjä ) tai LLC.
Itsekierteittävien ruuvien valmistustekniikka on yksinkertainen, mutta se on analysoitava huolellisesti ja laskettava huolellisesti etukäteen ennen yrityksen avaamista.
Se muistuttaa tavallisen kynnen valmistusmenetelmää. Metallikiinnikkeiden ero on siinä, että tangossa on pää ja ulkokierre.
Kylmäleimausmenetelmäkaavio:
- ensin kierretyn langan muodossa oleva raaka-aine sahataan poikittain pieniksi vaaditun pituisiksi tangoiksi;
- sitten korkki muodostetaan ja lanka leikataan;
- pakollinen toimenpide on tuloksena olevien ruuvien kovettaminen uunissa;
- tuotteet pestään perusteellisesti;
- Erityinen korroosionestopinnoite levitetään helposti puhtaalle pinnalle.
Tuotannon järjestämiseksi on tarpeen ostaa laitteita. Ruuvien tuotantolinja on täysin automatisoitu:
- Automaattinen kylmäsuuntauskone tarjoaa rytmisen langan vedon. Hienonnetut puolivalmiit tuotteet työnnetään suureen laatikkoon;
- Kierteiden rullausmekanismi on varustettu erityisillä muotteilla, jotka hiovat tietyn kokoisia lankoja;
- Valmiiden itseporautuvien ruuvien kovettuminen tapahtuu uunissa, jonka lämpötila on 880-950 ˚C;
- Erityinen galvanointilinja koostuu useista vierekkäisistä kylvyistä. Ruuvit siirretään pyörivään rumpuun ja upotetaan sitten vuorotellen hauteeseen, jossa on rasvanpoistoaine, toiseen astiaan fosfaattia ja kolmanteen oksideja. Viimeisessä vaiheessa osat pestään juoksevalla vedellä. Ne ovat nyt valmiita pinnoitettaviksi sinkkikerroksella;
- Valmiit ruuvit kuivataan kuumalla ilmavirralla perinteisessä sentrifugissa.
Laadukkaiden laitteiden valinta takaa keskeytymättömän tuotannon ja valmiiden metallituotteiden toimituksen kuluttajalle.
Asiantuntijat suosittelevat koneiden ja muiden kompaktien laitteiden ostamista tunnetuilta taiwanilaisilta yrityksiltä FOB, LianTeng. Niiden linjasuunnittelu on toiminnallisesti täydellinen (modulaarinen), mikä mahdollistaa itsenäisen, erillisen asettelun ja välidiagnostiikan jokaisen seuraavan toimenpiteen jälkeen. Voit ostaa koneen, joka tuottaa 50 osaa minuutissa, tai voit ostaa kalliimman koneen, joka toimii yli 250 ruuvin nopeudella samassa ajassa. Uusimpien sukupolvien tietokoneohjatut itsekierteiset laitteet on suunniteltu eri työkappaleen pituuksiin ja eri kierteiden nousuihin. Niissä on laajat mahdollisuudet leikata vuorottelevia ulkonemia ja syvennyksiä ei vain tavallisille ruuveille ja ruuveille, jopa tapille.
YH1564-, YH2076-merkkiset kylmäpäistyskoneet ovat osoittaneet itsensä hyvin keskimääräisellä tuottavuudella 120 ja 160 ruuvia minuutissa. Koneet ovat helppohoitoisia, ne tuottavat laadukkaita tuotteita ja niillä on lyhyt takaisinmaksuaika.
On myös kannattavaa aloittaa itsekierteitteiden tuotanto kiinalaisilla puoliautomaattisilla INNOR- ja Candid-koneilla.
Venäjän Samaran kaupungissa SAMSTAL LLC valmistaa edullisia ja laadukkaita koneita samannimiseen itsekierteittäviin ruuveihin. CJSC "Monolit", Moskova. LLC "Auto", Kazan. Technoservice Krasnaya Zarya LLC, Pietari. Luetteloa ulkomaisista ja venäläisistä itsekierteittävien ruuvien valmistuskoneiden valmistajista voidaan jatkaa pitkään. Monet muodostavat toimintalinjan eri valmistajien asennuksista ja mekanismeista.
Raaka-aineita valittaessa on otettava huomioon monet parametrit. Tämä sisältää sekä valmistettujen tuotteiden tyypin että itsekierteittävien ruuvien laitteiden ominaisuudet. Esimerkiksi kattoruuvit on parempi valmistaa korkeahiilisestä teräksestä, jolla on korkea kovuuskerroin. Puiset elementit kiinnitetään yleensä ruostumattomilla ruuveilla. Messinkikiinnittimet eivät vaadi lisäporausta. Niitä käytetään rakentamisessa viimeistelytöissä.
Voit ostaa materiaalin tietyn halkaisijan omaavana langana tai aihion muodossa.
Venäjällä on nyt monia suuria metallivalssaamoita. Raaka-aineiden toimittamisessa ei ole ongelmia pienille työpajoille ja suurille yrityksille. Perusnäkökohdat tässä voivat olla vain materiaalin hinta ja sen toimituksen ajoitus.
Tuotantohuone
Tuotantopaikan on täytettävä paloturvallisuusvaatimukset, suoja vammoilta ja kaikki saniteettistandardit. Sen on oltava riittävän suuri, jotta siihen mahtuu kaikki itsekierteittävien ruuvien valmistuslaitteet ja jotta tuotantolinjan yksittäisiin moduuleihin pääsee helposti käsiksi. Vaaditaan noin 500 - 600 neliömetrin kokoinen huone. metriä.
Perusvaatimuksia tulevalle minityöpajalle ovat:
- sijainti kaukana asuinkompleksista, mieluiten kaupungin rajojen ulkopuolella melun vuoksi;
- sisääntulotien olemassaolo, sorapäällyste on sallittu;
- sähköverkon läsnäolo, koska käyttölinjan virrankulutus on jopa useita kymmeniä kilowatteja;
- kommunikaatiot vaaditaan: tulo- ja poistoilmanvaihto, vesi, viemäri.
Monet ihmiset vuokraavat tyhjää tilaa suurten yritysten tuotantopajoissa.
Henkilökunta
Nykyaikaiset koneet itseporautuvien ruuvien valmistukseen ovat täysin automatisoituja. Kaikki toimenpiteet suoritetaan ohjauspaneelin avulla, mikä yksinkertaistaa prosessia huomattavasti. Järjestelmän ylläpitämiseen tarvitaan vähemmän työntekijöitä. Lisäksi työntekijöiden pätevyydellä ja joskus kokemuksella ei ole väliä. Koneen toimintaperiaate on helppo hallita. Missään tilanteessa et tietenkään tule toimeen ilman pääteknikkoa, jotta asennus voidaan määrittää mahdollisimman tarkasti.
Monet yrittäjät ratkaisevat itse tuotteiden myynnin, raaka-aineiden hankinnan, tilinpäätösten laatimisen ja organisaatioon liittyvät ongelmat, kun taas toiset palkkaavat asiantuntijan.
Valmiiden tuotteiden myynti
Kun konepajalle on asennettu laitteet uuden sukupolven itsekierteittävien ruuvien valmistukseen, voidaan alkaa valmistaa pieniä erikokoisia kiinnikkeitä, jotka eroavat toisistaan pään, pituuden, kierteen ja uran muodossa. Tuotetta markkinoitaessa on helppo määrittää tietyllä alueella kysytyin tyyppi. Seuraavaksi jäljellä on vain lisätä sen tuotantoa.
Jos työskentelet kovasti liiketoimintasuunnitelman laatimisessa, voit keksiä monia myyntimahdollisuuksia:
- ihanteellinen vaihtoehto on neuvotella suuren kauppakeskuksen tai rakennusyrityksen kanssa; voit tehdä sopimuksen esimerkiksi ovia valmistavan yrityksen kanssa;
- Vähittäiskaupassa ei saa paljoa voittoa; se on parempi tehdä tukkukaupassa, mutta tätä tavaroiden myyntitapaa ei pidä kuitenkaan alennusta;
- Yksityiset urakoitsijat tekevät mielellään yhteistyötä itsekierteittäviä ruuveja valmistavan yrityksen kanssa niille edullisin ehdoin.
On parempi aloittaa oma yritys alhaisilla tuotteiden hinnoilla asiakkaiden houkuttelemiseksi.
Tietoja menoista ja tuloista
Liiketoimintasuunnitelman erät (kulut/tulot) riippuvat monista parametreista. Tässä on esimerkkejä tärkeimmistä.
Kiinteät ja muuttuvat kustannukset/kustannukset minitehtaan avaamisesta itsekierteittäviä ruuveja varten:
- yksittäisten yrittäjien rekisteröinti valtion virastoissa, yleiskustannukset, mukaan lukien pankkitilin avaamiskustannukset - 3 000 ruplaa;
- työpajan tilojen järjestäminen: kosmeettiset, mahdollisesti suuret korjaukset, viestinnän perustaminen, ilmanvaihto - voit maksaa 500 000 ruplaa;
- laitteiden hankinta, esimerkkejä: kiinalainen kierrevalssauskone CTR6HN itseporautuville ruuveille, ruuveille ja pulteille, verkkokauppa myy hintaan 13 000 dollaria, 150 – 330 kpl/min; Saman merkin 3-asemainen kone, jonka tuottavuus on 250 kpl/min, maksaa huomattavasti yli 70 000 dollaria; täältä voi ostaa automaattisen kylmäpäisykoneen, jonka työkappaleen enimmäispituus on 52 mm, hintaan 13 000 dollaria jne.;
- toimitus, laitteiden asennus - 5% kustannuksista;
- tilojen vuokra maksetaan kuukausittain alueen koosta riippuen;
- sähkölaskut, viestintä ja muut;
- kulutustarvikkeet (voiteluaineet, kemikaalit);
- tuotannon raaka-aineet;
- työntekijöiden palkat;
- verovähennyksiä.
On parempi valita tuotantolaitteet asiantuntevien ihmisten kanssa, tarkastella olemassa olevia minituotantoja. Laskelmissamme oletamme, että tarvittavien laitteiden kustannukset, mukaan lukien toimitus ja asennus, ovat 3 000 000 ruplaa. Kustannusten minimoimiseksi voit tarkastella käytettyjä laitteita.
|
|
|
|
|
|
|
Laitteiden hankinta |
|
|
Käyttöpääoma |
|
|
Organisaatiokulut |
|
|
Kokonaiskulut |
Itsekierteittäviä ruuveja on 11-200 mm pituuksilla. Suosituimmat värit ovat musta. Tarkastellaan mustien puuruuvien valmistusta 3,5*16. Valmistukseen sopiva materiaali on GOST 5663-79 mukainen lanka, teräs 10-20 vetoryhmä 66. Kustannuksissa tulee ottaa huomioon langan hävikki 10 % asti tuotannon aikana.
Oletetaan, että suurin tuotantomäärä on 150 tuotetta minuutissa. Sitten 8 tunnin työpäivällä valmistetaan 8*60*150*1,2/1000=86,4 kiloa itsekierteittäviä ruuveja. 1,2 grammaa – yhden itsekierteittävän ruuvin paino. Myynnin tuotto saapuu 1 kuukauden viiveellä, ensimmäisten 3-4 työkuukauden aikana on mahdollista tehdä sopimuksia itsekierteittävien ruuvien toimituksesta vain 50 % suunnitellusta tuotannosta, sitten suunnitellussa määrässä.
|
|
||
|
|
||
|
Tulot itseporautuvien ruuvien myynnistä |
||
|
Kokonaistulot |
Arvioidut luvut muuttuville ja kiinteille kustannuksille.
|
|
||
|
|
||
|
Kiinteät kulut |
|
|
|
Palkka |
||
|
Palkkaverot |
||
|
Vuokrata |
||
|
Poistot |
||
|
Kirjanpitäjäpalvelut |
||
|
Muuttuvat kulut |
|
|
|
Materiaalit itsekierteittäviä ruuveja varten |
||
|
Muut materiaalit |
||
|
Yhteiset kulut |
||
|
Kuljetus |
||
|
Vakuutusyrittäjät |
||
|
Muut muuttuvat kulut |
||
|
Kokonaiskustannukset |
Saatavilla olevien tietojen perusteella laskemme nettovoiton itsekierteittävien ruuvien myynnistä.
Liiketoiminnan suunnitteluhorisonttimme on 2 vuotta. Takaisinmaksuaika 33 kuukautta. Työn tuottavuuden kasvaessa ja tuotteiden myynnin kasvaessa tavaroiden kustannukset alkavat laskea. Siitä tulee houkuttelevampi asiakkaille. Tulot nousevat.
Kun puhumme ruuvista, tietävätkö kaikki, mikä se on? Sana ruuvi tulee saksan sanasta Schraube. Itse asiassa se on ruuvi, joka voidaan helposti ruuvata mihin tahansa pehmeään materiaaliin, jolloin se muodostaa kierteen "itsekseen". Tyypillinen tällainen materiaali on puu.
Miksi ruuvi voidaan ruuvata pehmeisiin materiaaleihin? Ensinnäkin kierteiden takia, jotka peittävät merkittävän osan ruuvin akselista. Tämä kierre eroaa ruuveista ja pulteista löytyvistä kierteistä. Ei ole yllättävää, koska jälkimmäisiä ei ruuvata puuhun, vaan metalliin. Ruuvin kierre on hieman korkeampi. Sillä on merkittävä leikkausväli ja se kiinnitetään ruuvin kierteitettyyn osaan kartiomaisena, joka kapenee ruuvin päätä kohti. Muuten, ruuvin kierre voidaan leikata joko koko pituudeltaan tai vain sen osalta.
Koska ruuvien koot ovat melko vaihtelevia, herää luonnollinen kysymys, mistä tämä riippuu. Ruuvien koot korreloivat läheisesti niiden käyttötarkoituksen kanssa. Joten nimikilpien kiinnittämiseksi valmiisiin tuotteisiin käytetään laajalti hyvin pientä ruuvia, jota kutsutaan yleisesti "vikaksi". Sen mitat: halkaisija - 4 mm, pituus - 8 mm. Toinen ruuvi, jota kutsutaan matkaruuviksi, on 170 mm pitkä ja halkaisija 24 mm. Ja tämä on ymmärrettävää, koska sitä käytetään rautatiekiskon kiinnittämiseen ratapölkkyihin. Tällaisten ruuvien päillä on myös erilaisia muotoja, jotka määräytyvät itse asennusolosuhteiden, tuotteen ulkonäön ja asennettavalle rakenteelle asetettujen vaatimusten mukaan.
Pään muodot näkyvät kuvassa. 1.
Tietoja ruuvien päiden ja urien tyypeistä
Päätyypeistä korostamme: upotettu, upotettu kaksoispää, upotettu katkaistu, upotettu "sarvi" tyyppi, puoliympyrän muotoinen pää, puoliympyrän muotoinen pää puristinlevyllä, kapea sylinterimäinen pää, puolisuunnikkaan muotoinen pää, kuusikulmainen pää, kuusikulmainen pää puristuslevyllä.
Upotettu pää on upotettu kiinnitettävän elementin materiaaliin. Samalla materiaalin pinta oli ja pysyy sileänä. Upotettu kaksoispää on vahvistettu versio upotetusta päästä. Se kestää merkittäviä kuormituksia jopa iskumenetelmällä asennettaessa kiinteisiin materiaaleihin.
Upotettu katkaistu pää mahdollistaa kiinnitettävän elementin painamisen pohjamateriaaliin tehokkaalla teholla. Tämä saavutetaan johtuen siitä, että kiinnityselementin kierteen pituutta kasvatetaan; päähän muodostuu alempi alusta, joka on kohtisuorassa ulosvetokuorman vaikutukseen nähden.
"Sarve"-tyyppinen upotettu pää on merkittävä siinä mielessä, että se tarjoaa erittäin tehokkaasti kipsilevyn korkealaatuisen kiinnityksen perusmateriaaliin. Se on erityisen kaareva pään muoto, joka näyttää "torven" ulkonäöltä, varmistaa optimaalisen käsityksen ulosvetokuormasta. Puoliympyrän muotoinen pää pitää leveän laakeripinnan ansiosta kiinni kiinnitettävän elementin tehokkaasti. Tällaisen pään käyttö on perusteltua, kun ei ole erityistä tarvetta pitää kiinnitettävän elementin pinta tasaisena.
Toinen päätyyppi - puristinlevyllä - edustaa suurempaa pään tukipintaa ja pienentynyttä korkeutta. Laajennetun laakeripinnan ansiosta tämän tyyppinen pää on ihanteellinen levymateriaalien luotettavaan kiinnitykseen.
Kapea sylinterimäinen pää tarjoaa tärkeän, joissain tapauksissa mahdollisimman vähän kantavan pinnan. Tämä varmistaa asennuksen aikana, että se upotetaan kokonaan kiinnitettävään elementtiin. Sitä käytetään laajalti kiinnityselementeissä, jotka on kiinnitetty sekä perusmateriaaliin että kiinnitettävään elementtiin kierteillä, jotka suorittavat kiinnityksen päätehtävän. Puolisuunnikkaan pään laakeripinta on suurempi, ja sen sisäpuolella on lukituslovet.
Yksi tunnetuimmista ja vanhimmista kiinnityspäiden tyypeistä on kuusiopää. Pääsääntöisesti se on standardoitu sopimaan olemassa oleviin avainkokoihin, ja sen asentamiseen sähkötyökalulla käytetään erityisiä kuusikulmaisia pistorasioita.
Puristuslevyllä varustetun kuusiopään toiminnot ovat samat kuin yksinkertaisen kuusiopään, mutta sen laakeripinta on silti suurempi.
Ruuvin kiinnittämiseksi työkaluilla, ruuvimeisselillä tai kuusikulmiolla, ruuvin päähän muodostetaan valmiiksi raot, jotka voivat olla suoria, ristin muotoisia, yhdistettyjä, kuusisakaraisen tähden muodossa, muodossa kuusikulmion tai sisäisen kuusikulmion muodossa.
Perinteisesti ruuvien valmistukseen on käytetty materiaalia, kuten ST 08 KP tai ST 10 KP teräs.
Ruuvien valmistustekniikka
Valmistusprosessin ensimmäisessä vaiheessa ruuville muodostetaan aihio tai pohja. Tässä tapauksessa naulaimen kaltaista laitetta käytetään kaikkialla. Tämän laitteen ansiosta ruuvin pää ja sen kärki muodostuvat. Tulevan ruuvin halkaisija määräytyy käytetyn langan mukaan.
Ruuvin valmistuksen toisessa vaiheessa sen akseliin leikataan kierteet. Ja tämä prosessi suoritetaan erityisillä koneilla. Tässä tapauksessa tulevien ruuvien aihiot kaadetaan suppiloon, jossa tärisevän kuljettimen ja ankkurimekanismin ansiosta ne saapuvat yksitellen alueelle, jossa kierreleikkaus suoritetaan. Samalla ruuviaihiot on suunnattu tiukasti suhteessa työelementteihin, ts. tasaisiin muotteihin, jotka on siirretty toisiaan kohti ja yhdensuuntaisesti ja kohtisuorassa ruuvin akseliin nähden, jotka painetaan tiukasti ruuvin akselia vasten. Samaan aikaan, valmistuspaikasta riippuen, muotit valmistetaan kierteen perusparametrien perusteella.
Tämä malli mahdollistaa 10-12 mm halkaisijaltaan olevien ruuvien valmistuksen, mutta halkaisijaltaan suurempia ruuveja valmistetaan yleensä kuumaleimausmenetelmällä. Esimerkki tällaisesta tuotteesta on matkaruuvi, jonka mitoista puhuimme juuri edellä.
Itsekierteittävien ruuvien valmistustekniikka
Kuten tiedät, itsekierteittävällä ruuvilla on tämä nimi, koska se pystyy leikkaamaan kierteitä missä tahansa, puussa, muovissa, metallissa ja betonissa jne. Tämä johtuu siitä, että sen pinnalla on voimakas lujuus, joka saadaan lämpökäsittelyllä, ts. kovettuminen Itsekierteittävän ruuvin pää tehdään usein poran muodossa. Näin saavutetaan sen optimaalinen ruuvaus kiinnitettäviin rakenteisiin sekä halutun halkaisijan omaava reikä.
Valmistuksen ensimmäisessä vaiheessa, jopa aihion muodostusprosessin aikana, poran muodostuminen varmistetaan.
Toisessa vaiheessa, kuten ruuviin muodostettu kierre, varmistetaan itsekierteittävän kierteen muodostuminen.
Kolmannessa vaiheessa valmiille itsekierteitettävälle ruuville tehdään pintakarkaisu. Tämä on ehkä tärkein vaihe itsekierteittävien ruuvien valmistuksessa, koska on tärkeää noudattaa tiukasti kaikkia teknisiä menetelmiä sen varmistamiseksi, että tarvittavat tekniset parametrit saavutetaan.
Neljännessä ja viimeisessä vaiheessa itsekierteittävät ruuvit suojataan mahdolliselta korroosiolta käyttämällä menetelmiä, kuten fosfatointi, hapetus, galvanointi keltaisella tai valkoisella sinkillä.
Ruuvien ja itseporautuvien ruuvien valmistustekniikka
Hiomapyörien koostumus
Teollisuudessa käytettävät hiomamateriaalit on kiinnitettävä tai rakennettava erilaisilla työkaluilla ja koostumuksilla, mukaan lukien hioma- ja hiomalaikat.
Metallinen leikkauspyörä valmistettu tavallisesta elektrokorundista* bakeliittisidoksella, joka antaa leikkuulaikalle lujuuden ja estää sirpaleiden leviämisen, kun kiekko juuttuu tai vaurioituu.
Ruostumattomasta teräksestä valmistettu leikkauspyörä metallille poikkeaa koostumukseltaan tavallisesta metallinleikkauslaikasta; rauta, rikki ja kloori eivät sisälly seokseen. Tämän tyyppiset leikkauslaikat eliminoivat leikattavan materiaalin saastumisen käsittelyn aikana. Leikkuupyörien ulkohalkaisija, terän paksuus ja reiän halkaisija vaihtelevat. Leikkuulaikan halkaisija vaikuttaa leikkaussyvyyteen, terän paksuus valitaan leikattavan metallin paksuuden mukaan Leikkuupyörät kiinnitetään leikkuukoneeseen erikoismutterilla ja kiinnitysreiällä, joka on painetaan metallivaipalla - jälleen levyn lujuuden lisäämiseksi.
Kiven leikkauspyörä valmistettu mustasta piikarbidista** bakeliittisidoksella. Kivenleikkuulaikkojen valmistuksessa käytetty seos antaa pyörälle korkean kovuuden ja lujuuden betonirakenteita, tulenkestäviä tiiliä, luonnon- ja tekokiveä sahattaessa.
Hiomalaikka koostuu normaalista elektrokorundista bakeliittisidoksella. Tämän tyyppisten ympyröiden suurin pyörimisnopeus on 80 m/s. Puhdistuslevyä käytetään erityyppisistä teräksistä valmistettujen tuotteiden puhdistamiseen ja karhentamiseen. Estää tuotteiden työpintojen saastumisen ja mikrohalkeilun.
Bakeliittisidos - koostuu bakeliitista - keinotekoisesta hartsista, joka on valmistettu karbolihaposta ja formaldehydistä. Tämän nipun ympyrät ovat vahvoja, joustavia, mahdollistavat suuret kehäpyörimisnopeudet, mutta ne tuhoutuvat emäksisen jäähdytysnesteen vaikutuksesta. Tämän välttämiseksi on suositeltavaa liottaa ympyrä parafiiniin. Bakeliittisidoksen haittoja ovat se, että se menettää lujuutta kuumennettaessa yli 180 C:een. Käsitellyn pinnan karheuden vähentämiseksi valmistetaan joskus bakeliittisidoksella varustettu hiomatyökalu grafiittitäyteaineella.
Bakeliittisidos aiheuttaa vähemmän osien kuumenemista, varmistaa korkean pinnan puhtauden, on vahvempi kuin keramiikka ja kyky kasvaa kokoa jatkuvassa kuormituksessa.
*
Alumiinioksidi tai elektrokorundi(Al2O3) on kiteinen alumiinioksidi, joka saadaan noin 60 % alumiinioksidia sisältävistä bauksiittisaveista. Ja sitä kutsuttiin sähkökorundiksi sen tuotantotekniikan yhteydessä valokaariuuneissa.
Alumiinioksidin puhtausprosentti (94-99 %) ja sen kovuusaste luokittelevat sen yhdeksi jyvätyypeistä, joista valmistetaan hioma- tai leikkauslaikkoja tai muita hiomatyökaluja puun tai metallin käsittelyyn.
**Piikarbidi (SiC) on tulosta öljytuotteiden synteesistä luonnon kvartsihiekalla yli 2000 C:n lämpötilaan lämmitetyissä sähköuuneissa. Tällaisissa olosuhteissa seos kiteytyy muodostaen piikarbidia. Piikarbidissa on kovia rakeita, joilla on järjestetty kiderakenne, jolla on erityisen korkea leikkauskyky, mikä mahdollistaa tehokkaan lakkojen ja maalien, kittien, keramiikan ja kiven, valuraudan ja titaanin sekä kumin ja eri polymeerien käsittelyn.
Kuinka valita leikkuulaikan koko kulmahiomakoneelle?
Yksi leikkaustyökalun tärkeimmistä ominaisuuksista on ympyrän koko, jonka tulee sopia hiomakoneeseen ja materiaaliin, jolla toiminta tapahtuu. Useimmiten levyjä käytetään metallin, betonin, kiven ja puun työstämiseen.
Nykyaikaiset markkinat tarjoavat laajan valikoiman hiomalaikkoja hiomakoneille, jotka sopivat hyvin erilaisten materiaalien käsittelyyn.

Hiomakoneiden leikkuulaikkojen mitat:
Periaatteessa ympyrän ulkohalkaisija on 115 mm - 230 mm.
Sisähalkaisija (taso) 22,2 mm.
Levyn paksuus 0,8-2 mm.
Suosituimmat koot ovat: 115 ja 125. Näitä tyyppejä käytetään pääasiassa kotitalouksien, ei-monimutkaisiin tehtäviin. On tärkeää huomata, että teollisuuslaitosten töissä käytetään jo halkaisijaltaan suuria ympyröitä, jotka voivat olla 280 mm. Tällaisen levyn käyttö vaatii puolestaan ammattimaisen työkalun. Tällaisille laitteille on ominaista vahva moottoriteho.

Leikkuupyörien mitat ja ominaisuudet:
115 mm on pieni kiekko, joka on ihanteellinen pieniin töihin ja materiaalien hiontaan. Mutta se ei sovellu leikkaamiseen, koska sillä on pieni leikkaussyvyys.
125 mm on yksi suosituimmista kulmahiomakonekokoista. Sen avulla voit työskennellä eri materiaalien kanssa: metalli, kivi ja muut.
150 mm - sopii hyvin työskentelyyn vahvojen tuotteiden kanssa, jotka vaativat huomattavaa kuormitusta: betoni, suuret metalliputket.
180 mm on sopiva vaihtoehto pitkäaikaisiin rakennustöihin.
230 mm - tämä kiekon halkaisija sopii ammattikäyttöön tarkoitettuihin kulmahiomakoneisiin.
Käytetään teollisuusrakennustyömailla ja harvoin kotitaloustarpeisiin.

Ympyrän kokotaulukko, jotka sopivat erinomaisesti näiden merkkien hiomakoneille
Tässä taulukossa olemme ilmoittaneet asiantuntijoiden mielipiteet sopivien ympyrän kokoisten hiomakoneiden valinnasta ja luokituksesta. On olemassa joukko muita suosittuja merkkejä, jotka sopivat myös tarvittavaan työhön. Jokaisella viidestä hiomakonetyypistä on omat ominaisuutensa. Jos olet mukana rakentamisessa, kiinnitä heti huomiota useisiin hiomakonetyyppeihin.
Ruuvien ja itsekierteitteiden valmistustekniikka

Mitkä pyöräkoot sopivat parhaiten metallin, betonin ja puun leikkaamiseen?
Yksi kuluttajien yleisimmistä ja suosituimmista työkaluista on metallilevyt. Niitä on saatavilla kaikissa yllä luetelluissa kooissa ja ne sopivat sekä pieniin että suuriin hiomakoneisiin. Jos metallia työskennellessäsi haluat tehdä ohuen leikkauksen, ota levy, jonka paksuus on 115 tai 125 mm, koska niiden paksuus on 1 mm - 2,5 mm. Soveltuu ohuiden metallilevyjen leikkaamiseen. Teräksen ja suurten materiaalien kanssa työskentelyyn on parempi ottaa halkaisijaltaan suurempia levyjä.

Kovia hiomalaikkoja käytetään saumojen perusteelliseen puhdistamiseen ennen hitsausta. Niiden avulla vanha maali poistetaan metallipinnan ylimääräisistä ulkonemista, jolloin pinta on sileä.
Terälehtiä käytetään myös metallin ja puun työstämiseen. On parempi käyttää herkissä tehtävissä: lakkapinnoitteet, ohuet kaarevat metallipinnat.

Kivenleikkuulaikkoja käytetään laattojen, tiilien, liuskekiven ja päällystekivien leikkaamiseen. Tällaisia kiekkoja on kahta tyyppiä: timantti- ja kuivaleikkurit. Timanttilevyille on ominaista pitkä käyttöikä ja kestävyys, ja ne soveltuvat paremmin punatiilen ja betonin leikkaamiseen.
Timanttiterät on jaettu seuraaviin tyyppeihin: kuivaleikkaukseen (segmentoitu), märkä- ja yleiskäyttöön.
Kuivaleikkuulautasessa on raot koko ympärysmitan ympärillä, minkä vuoksi se pystyy jäähdyttämään. Mitat, jotka sopivat kulmahiomakoneeseen 115-230 mm. Kiveä sahattaessa levy voi kuumentua erittäin kuumaksi, joten sinun on pidettävä taukoja 1-2 minuutin välein. Tällä käytöllä se kestää pidempään ja timantit eivät lennä pois. Tämä menetelmä toimii hyvin betonin ja graniitin kanssa.

Märkäleikkuulaikalla on sileä, naarmuuntumaton muoto, joka mahdollistaa sirpaleiden leikkaamisen. Niitä työstetään usein erityisillä vesihuoltolaitteilla, joissa laatat leikataan. Jos käytät kulmahiomakonetta, kostuta se ensin veteen.

Universaalit sopivat kaikentyyppisille kiville ja niitä voidaan käyttää märkä- tai kuivaleikkaukseen.
 Turvallisuus
Turvallisuus
Tärkeintä työssä: älä laita hiomakoneeseen suurempia kiekkoja kuin työkalun ohjeissa on ilmoitettu. Koska se saattaa rikkoutua käytön aikana. Muista, että mitä suurempi levy, sitä pienempi pyörimisnopeus.
Miten itsekierteittävät ruuvit valmistetaan? ja sain parhaan vastauksen
Vastaus henkilöltä Heavenly Slug[guru]
Perinteinen materiaali ruuvien valmistukseen on teräs ST 08 KP tai ST 10 KP.
Miten ruuvit valmistetaan?
Ensimmäinen vaihe on aihion (pohjan) muodostaminen ruuvia varten. Tässä vaiheessa naulakoneen kaltaisella koneella muodostetaan ruuvin pää, sen kärki ja pituus. Ruuvin halkaisija määräytyy käytetyn langan halkaisijan mukaan.
Ruuvin valmistuksen toinen vaihe sisältää kierteiden leikkaamisen ruuvin akseliin. Kierteen katkaisu suoritetaan erityisillä automaattisilla koneilla. Niissä ruuviaihiot kaadetaan suppiloon. Suppilosta värähtelevän kuljettimen ja ankkurimekanismin avulla aihiot toimitetaan yksitellen langankatkaisualueelle. Samalla ne ovat tiukasti suuntautuneet työelementteihin. Työelementit ovat litteitä muotteja. Ne liikkuvat toisiaan kohti ja yhdensuuntaisesti ja kohtisuorassa ruuvin akseliin nähden, samalla kun meistit painetaan tiukasti ruuvitankoa vasten. Muotit valmistetaan ruuvikierteiden perusparametrien mukaan. Venäjällä metrikokojen mukaan. Ulkomaiset valmistajat voivat käyttää meistiä tuuman kierteiden leikkaamiseen ruuveihin.
Itsekierteittävä ruuvi sai aivan oikein nimensä, sillä se pystyy leikkaamaan kierteitä paitsi pehmeissä materiaaleissa, kuten puussa tai muovissa, myös metalliin tai betoniin. Itsekierteittävän ruuvin kyky leikata kierteitä saavutetaan sillä, että sen pinta altistetaan lämpökäsittelylle (kovettuminen). Lisäksi, jotta itseporautuva ruuvi kierrettäisiin optimaalisesti kiinnitettäviin rakenteisiin, sen pää on usein tehty poran muotoiseksi. Tämä pora poraa itsekierteittävää ruuvia kiinnitettäessä reiän, jonka halkaisija on täsmälleen vaadittu. Pora muodostetaan itsekierteittävän ruuvin päähän valmistuksen ensimmäisessä vaiheessa, samanaikaisesti itsekierteittävän ruuvin pään ja tangon - eli sen aihion (aihion) - muodostumisen kanssa.
Valmistuksen toisessa vaiheessa itseporautuvaan ruuviin muodostetaan kierre samalla tavalla kuin ruuviin. Seuraava vaihe tuotantoteknologiassa on valmiin ruuvin pintakarkaisu. Tämä vaihe on erittäin vastuullinen. Teräksen, josta itsekierteittävä ruuvi on valmistettu, erittäin vakaat ominaisuudet ja tälle teräkselle vaaditaan yhtä tarkkoja ja vakaita karkaisumenetelmiä. Jopa ensiluokkaisilla laitteilla ja teknologioilla ei ole aina mahdollista valmistaa korkealaatuisia itsekierteittäviä ruuveja Venäjällä, koska raaka-aineista ei ole vakaat ominaisuudet.
Itsekierteittävät ruuvit on karkaistu vähintään 55 yksikön kovuuteen. HRC:n mukaan (Rockwellin mukaan).
Itsekierteittävien ruuvien valmistuksen viimeinen vaihe on niiden suojaus korroosiota vastaan. Yleisimmät tavat ovat:
* Fosfatointi
* Hapetus
* Galvaaninen sinkkipinnoitus valkoisella tai keltaisella sinkillä.
Lähde:
Vastaus osoitteesta Avlaak'x Mage[guru]
kuumaleimausmenetelmä
Vastaus osoitteesta Ben Zvi-Ari[guru]
Leimaus + karkaisu.
Vastaus osoitteesta 3 vastausta[guru]
Hei! Tässä on valikoima aiheita ja vastauksia kysymykseesi: miten itsekierteittävät ruuvit valmistetaan?
Itseporautuva ruuvi- kiinnitystyyppi, joka mahdollistaa eri osien yhdistämisen yhteydessä kierteen katkaisemisen yhteen niistä. Se on erittäin kätevää puu-, polymeeri- ja metallimateriaalien kanssa työskennellessä, koska välitoiminto ohitetaan - porataan reikiä liitoselementille.
Ne ovat löytäneet laajan sovelluksen rakennusteollisuudessa; käytetään kodinkoneiden valmistukseen; käytetään koneenrakennuksessa.
Yrityksen avaaminen itsekierteittävien ruuvien tuotantoa varten on nykyään varsin kannattavaa.
Tätä varten sinun on suoritettava useita vaiheita:
- tutustua itsekierteittävien ruuvien tuotantotekniikkaan;
- tutkimuskoneet ja tuotantolinjat;
- laatia liiketoimintasuunnitelma.
Itsekierteitteiden valmistustekniikka
 Itsekierteittävien ruuvien valmistuksen teknologinen ketju koostuu useista keskeisistä segmenteistä:
Itsekierteittävien ruuvien valmistuksen teknologinen ketju koostuu useista keskeisistä segmenteistä:
- Raaka-aine, yleensä halkaisijaltaan tietynlainen lanka, syötetään automaattiseen koneeseen, jossa välipuolivalmiste muodostetaan: tapahtuu leikkaus vaadittuun pituuteen; sitten kylmäsuuntausprosessin kautta tulevan itsekierteittävän ruuvin päätä painetaan.
- Työkappaleet tulevat koneeseen kuljetinta pitkin, jossa tärinätarttujaa käytetään kierteiden muodostamiseen seuraavassa koneessa.
- Melkein valmis itsekierteittävät ruuvit lämpökäsitellään sen jälkeen pesu.
- Seuraava vaihe on kemiallinen käsittely, korroosionestopinnoitteiden levittämiseksi.
- Viimeinen käsittely on kuivaus.
- Teknologinen ketju päättyy laadunvalvonta ja pakkaus.
Tuotantoteknologian kuvauksesta käy selväksi, että tuotteiden valmistus vaatii useita eri vaiheita, vastaavasti erilaisia koneita ja laitteita.
Työstökoneet ja laitteet itsekierteittäville tuotteille
Prosessin ytimessä itseporautuvien ruuvien valmistus tapahtuu pienellä tuotantolinjalla. Se sisältää:
- Kylmäsuuntaiset laitteet. Perinteisesti se jaetaan kahteen ryhmään: puolisuojakotelolla ja suojakotelolla. Ne eroavat tuottavuudesta, ohjausjärjestelmästä, automaatiosta ja tuotevalikoimasta. Yksinkertaisimmat mallit keskittyvät yhden tyyppisen tuotteen tuotantoon.
Kalliimpien koneiden avulla voit laajentaa valikoimaa ruuvien, ruuvien ja muun tyyppisten laitteiden tuotantoon. Koneiden tuottavuus on keskimäärin 40…250 kpl/min välillä. Luonnollisesti yksinkertaisten ja tehokkaiden mallien hinnat vaihtelevat useita kertoja. Jotkut mallit voivat lisäksi muodostaa poran itsekierteittävän ruuvin kärkeen. - Kierteiden rullauskone. Tarjoaa kierteen vierityksen litteällä vaihdettavalla muotilla. Sillä on kyky mallista riippuen vaihdella kierteen nousua.
- Lämpökarkaisuuuni. Antaa itsekierteittävän ruuvin pintalujuuden Brinell-asteikolla vähintään 55 yksikköä. Kuumennusprosessi noin 1000 celsiusasteen lämpötilaan kestää noin minuutin, jonka jälkeen jäähdytetään (karkaisu) erityisessä karkaisuympäristössä.
- Galvaaninen linja. Suunniteltu muodostamaan korroosionestopinnoite itsekierteittävän ruuvin pinnalle. Tämä voi olla hapetus, fosfatointi ja sinkkipinnoitus. Se koostuu useista kylvyistä, joissa suoritetaan sähkökemiallisia pinnoitusreaktioita.
- Sentrifugoi. Kuivaa valmiit itsekierteittävät ruuvit kuumalla ilmalla sen jälkeen, kun ne on pesty kemiallisista jäännöksistä galvanointiprosessin aikana.
Yhden elementin ostaminen koko tuotantolinjalta on järkevää, jos se on korvattava kokonaan rikkinäinen laite tai korvattava se edistyneempään laitteeseen.
Itsekierteittävien ruuvien valmistuksen täyden syklin aloittamiseksi on tehtävä taloudelliset laskelmat koko teknologiselle ketjulle.
Markkinoilla on useita valmistajia Euroopasta, Kiinasta ja Taiwanista. Jos vertaamme teknisiä parametreja, niin kustannustehokkainta olisi ostaa tuotantolinja Taiwanista. Voit yhdistää ja luoda koneita eri valmistajilta.
Laitteiston asennusprosessiin voi integroida esimerkiksi Ukrainassa (Odessa) valmistetun kylmäsuuntaisen koneen. Loput koneista valmistetaan Taiwanissa tai Kiinassa.
Ennen liiketoiminnan aloittamista on tarpeen selvittää tuotantoprosessin taloudellinen osa. Alustava analyysi projektin mahdollisesta kannattavuudesta tai tappiosta on kuvattu liiketoimintasuunnitelmassa.
Liiketoimintasuunnitelma itseporautuvien ruuvien tuotannon analysoimiseksi
Tässä teoreettisessa projektissa analysoidaan kaikki toiminnot raaka-aineiden hankinnasta tuotantoon tarvittavien laitteiden hankinnasta tuotteiden myyntiin.
Liiketoimintasuunnitelman pääkomponentit
Aivan ensimmäinen askel On tehtävä markkinatutkimus niiden tuotteiden kysynnästä, joita on tarkoitus valmistaa. Tämä selviää analysoimalla kauppaketjujen, markkinoiden ja tuotannon tarpeita: rakennusalan organisaatioita, konepaja- ja huonekaluyrityksiä. Tiedot tallennetaan ja niitä tarvitaan jatkossa tuotannon kannattavuuden laskennassa.
Neuvoja: itsekierreruuvimarkkinoita tutkittaessa on hyödyllistä määrittää, kuinka paljon kotimaiset tuotteet edustavat ja kuinka paljon tuodaan.
Toinen vaihe– tunnistaa haetuimmat työpaikat. Tämä määrittää, mistä tuotantoprosessi aloitetaan: ostaa koneita, joilla on kapea erikoistuminen valikoiman täyttöön tai asentaa täysimittainen tuotantolinja.
Saattaa osoittautua, että aluksi on kannattavampaa laittaa tuotanto pieneen valikoimaan. Kehityksen edetessä paranna ja lisää tuotantokapasiteettia asteittain hankkimalla kehittyneempiä koneita.
Esimerkki:
- asennettaessa kipsilevyä metalliprofiiliin, eniten käytetty on terävä hapettunut metalli itsekierteittävä ruuvi, jonka pituus on 25 mm;
- Vanerin kiinnittämiseen käytetään yleisimmin teräviä hapetettuja itsekierteittäviä ruuveja, joiden pituus on 45...55 mm.
Seuraava askel – tulevan tuotannon sijainnin valinta.
 Tulevan minityöpajan sijainnille on useita vaatimuksia:
Tulevan minityöpajan sijainnille on useita vaatimuksia:
- kulkuteiden saatavuus, minimi - soratie;
- sähköverkon tarjoaminen, — tuotantolinjan tehonkulutus voi olla useita kymmeniä kilowatteja;
- viemäri- ja vesihuoltojärjestelmät on liitettävä tontille;
- on tarpeen sijoittaa tuotantolinja alueen kokonaispinta-alalle kätevä pääsy kaikkiin koneisiin; matkustusreittien tulee varmistaa raaka-aineiden ja valmiiden tuotteiden vapaa toimitus ja palautuskuljetus.
Edellä olevasta seuraa, että optimaalinen ratkaisu olisi vuokrata tilaa tyhjäkäynnillä olevista tuotantopajoista ja -pajoista.
Myös alustavat tiedot vuokrasta ja energian, veden ja lämmön hankinnasta on kirjattava paperille.
Valmistettavan tuotevalikoiman valinta.
Valmistettava tuotevalikoima vaikuttaa hankkeen sijoitetun pääoman tuottoasteeseen:
- mitä laajempi laitevalikoima esitellään, sitä enemmän teollisuustuotteiden potentiaalisia kuluttajia on, ja vastaavasti pääoman kierto kiihtyy;
- Laajempi tuotevalikoima edellyttää automaattisesti tuottavien koneiden saatavuutta, mutta niiden hankintakustannukset ovat korkeammat.
Huomautus: tulevaisuuden tuotevalikoiman koko ja siten tarvittava tuotantolinja ovat yhteydessä laitteiston kysyntään.
- Tärkeä, mutta välttämätön osa kuluista on henkilöstön palkat. Tuotannossa käytetään pääsääntöisesti kappaletyöpalkkiojärjestelmää, eli "mitä enemmän teit, sitä enemmän sait."
Vinkki 1: tuotannon kasvuvaiheessa ensimmäisen kuuden kuukauden ajan on parempi käyttää kiinteää tariffiaikataulua, jossa siirrytään asteittain progressiivisempiin maksutapoihin.
Vinkki 2: Ei ole suositeltavaa säästää työntekijöiden pätevyydestä. Kokemuksensa ansiosta ammattitaitoinen mestari pystyy suorittamaan työn nopeammin ja laadukkaammin.
Taloudelliset laskelmat raaka-aineille
Lähdemateriaalin hinta on tärkeä osa ruuvin lopullisessa hinnassa. Mutta halpa ei aina tarkoita hyvää.
- Ensinnäkin: raaka-aineiden hinnassa on otettava huomioon tuotantopaikalle toimituksen kuljetuskustannukset.
- Toiseksi: hyvälaatuinen metalli ei voi poiketa suuresti keskimääräisestä markkinahinnasta.
Jos näin on, metalli joko ei täytä GOST-vaatimuksia tai herää kysymys tuotteen alkuperästä.
Huomautus: kauaskantoisilla suunnitelmilla on parempi keskittyä luotettaviin ja kokeneisiin toimittajiin, jotka pystyvät varmistamaan toimitusten rytmin ja pystyvät jatkotyöskentelyn myötä antamaan erilaisia maksulykkäyksiä alkuperäisille tuotteille.
Asiaa on tarkasteltava erillisessä kappaleessa tuotteiden myynti. Ilman kestävää myyntiä ajatus itsekierteitteiden tuotannon järjestämisestä on tuomittu epäonnistumaan.
Mahdolliset laitteistotuotteiden kuluttajat:
- rakennusorganisaatiot, mukaan lukien pienet viimeistelytyöryhmät;
- kodinkoneita tuottavat yritykset;
- huonekalutyöpajat, jopa yksityiset pienet työpajat;
- rakennus- ja viimeistelymateriaalien tuotantoon liittyvät tuotantoyritykset;
- markkinat rakennusvalikoimalla;
- kauppajärjestöt, sekä suuret (tukku-) että pienet kaupat.
Suuret ja keskisuuret rakennus-, teollisuus- ja huonekaluorganisaatiot sekä tukkukaupan yritykset ja suuret rakennusliikkeet ovat todennäköisimpiä ja sopivimpia yhteistyölle.
Niiden kanssa työskentelyn edut:
- työ tehdään pitkäaikaisilla sopimuksilla;
- mahdollisuus saada ennakkomaksu tulevien tuotteiden julkaisusta;
- jatkuva myyntilähde;
Työn pienyritysten kanssa tuotannonmuodostusvaiheessa tulisi perustua vain ennakkomaksuperiaatteeseen.
Myynti ja maksulykkäys ovat kannattamattomia useista syistä: pienet organisaatiot eivät tuota paljoa tuloja, mutta maksujen viivästyessä kuluu huomattava osa aikaa velkojen perintään kuin päätuotannon harjoittamiseen.
Peruskulut, kertaluonteiset ja jatkuvat
Välilaskelmia ja liiketoimintasuunnitelman lopullista laatimista varten taloudellisessa analyysissä otetaan huomioon seuraavat kulut:
- pää- ja lisälaitteiden kustannukset, ottaen huomioon toimitus, asennus ja liitäntä;
- tilojen vuokra joka kuukausi;
- yhden kalenterikuukauden sähkö- ja vesihuoltokustannukset;
- työntekijöiden palkat;
- kemikaalien, voiteluaineiden yleiskustannukset;
- verovähennyksiä;
- raaka-aineiden kuukausikustannukset;
- rekisteröityminen kaikkiin veroviranomaisiin toiminnan aloittamiseksi;
- pankkikoron maksaminen;
- yleiskustannukset (vaihteluväli 5...25 % kuukausittaisista toimintakuluista).
Vähentämällä kaikki nämä luvut annettuihin kuukausikuluihin, voimme arvioida likimääräisen painotetun keskimääräisen tuotannon volyymin.
Tällaisissa laskelmissa on huomioitava 25...100 tuotevalikoimaa ja 10...15 % odotettua alhaisempi myyntihinta asiakkaiden kanssa tehtyjen esisopimusten mukaan.
Saatu tieto on tuotannon vähimmäiskannattavuus. Se kasvaa myynnin kasvaessa ja vastaavasti tuotanto kasvaa ja tuotantokustannukset laskevat.
Tarkkoja kustannuslukuja ei anneta tietoisesti - jokaisella alueella on omat lähtömahdollisuudet yrityksen organisoimiseen.
Harkitulla lähestymistavalla, perusteellisella markkina-analyysillä ja hyvällä tuotannon organisoinnilla takaisinmaksuaika on tänään 1-3 vuotta.