Utvecklad på 30-talet av 1900-talet, har kondensatorsvetsteknik blivit utbredd. Ett antal faktorer bidrog till detta.
- Enkel design av svetsmaskinen. Om så önskas kan du montera det själv.
- Relativt låg energiintensitet i arbetsprocessen och låga belastningar som skapas på det elektriska nätverket.
- Hög produktivitet, vilket säkert är viktigt när man producerar serieprodukter.
- Minskad termisk påverkan på materialen som ska fogas. Denna egenskap hos tekniken gör att den kan användas vid svetsning av små delar, såväl som på ytor där användningen av konventionella metoder oundvikligen skulle leda till oönskade deformationer av materialet.
Om vi lägger till detta att för att tillämpa högkvalitativa anslutningssömmar är det tillräckligt att ha en genomsnittlig kvalifikationsnivå, skälen till populariteten för denna metod för kontaktsvetsning blir uppenbara.
Tekniken är baserad på konventionell kontaktsvetsning. Skillnaden är att strömmen inte tillförs svetselektroden kontinuerligt, utan i form av en kort och kraftfull puls. Denna impuls erhålls genom att installera kondensatorer med hög kapacitet i utrustningen. Som ett resultat är det möjligt att uppnå bra indikatorer för två viktiga parametrar.
- Kort termisk uppvärmningstid för de delar som ansluts. Denna funktion används framgångsrikt av tillverkare av elektroniska komponenter. Transformatorlösa installationer är bäst lämpade för detta.
- Hög strömstyrka, vilket är mycket viktigare för sömmens kvalitet än dess spänning. Denna effekt erhålls med hjälp av transformatorsystem.
Beroende på produktionskrav väljs en av tre tekniska metoder.
- Punktkondensatorsvetsning. Med hjälp av en kort strömpuls som sänds ut av en kondensator kopplas delar samman inom precisionsteknik, vakuum och elektronisk teknik. Denna teknik är också lämplig för svetsning av delar som skiljer sig markant i tjocklek.
- Rullsvetsning ger en helt tät fog som består av flera överlappande svetspunkter. Detta bestämmer användningen av teknik i tillverkningsprocessen av elektriska vakuum-, membran- och bälganordningar.
- Stumsvetsning, som kan utföras antingen genom kontakt- eller beröringsfria metoder. I båda fallen inträffar smältning vid korsningen mellan delarna.
Applikationsområde
Teknikens tillämpningar är varierande, men den har använts med särskild framgång för att fästa bussningar, reglar och andra fästelement på plåt. Med hänsyn till processens egenskaper kan den anpassas till behoven hos många industrier.
- Bilindustrin, där det är nödvändigt att på ett tillförlitligt sätt ansluta karosspaneler gjorda av stålplåt.
- Flygplanstillverkning som ställer särskilda krav på svetshållfastheten.
- Skeppsbyggnad, där man, med tanke på de stora arbetsvolymerna, sparar energi och förbrukningsmaterial ger ett särskilt märkbart resultat.
- Tillverkning av precisionsinstrument där betydande deformationer av de delar som ska kopplas är oacceptabla.
- Konstruktion där plåtkonstruktioner används i stor utsträckning.
Utrustning som är enkel att sätta upp och lätt att använda efterfrågas överallt. Med dess hjälp kan du organisera produktionen av småskaliga produkter eller utveckla en personlig tomt.
Hemlagad kondensatorsvetsning
I butiker kan du enkelt köpa färdig utrustning. Men på grund av enkelheten i dess design, såväl som den låga kostnaden och tillgängligheten av material, föredrar många människor att montera kondensatorsvetsmaskiner med sina egna händer. Viljan att spara pengar är förståelig, och du kan enkelt hitta det nödvändiga diagrammet och detaljerad beskrivning på Internet. En liknande enhet fungerar enligt följande:
- Strömmen leds genom matningstransformatorns primärlindning och likriktardiodbryggan.
- Styrsignalen från en tyristor utrustad med en startknapp matas till bryggdiagonalen.
- En kondensator är inbyggd i tyristorkretsen, som tjänar till att ackumulera svetspulsen. Denna kondensator är också ansluten till diagonalen på diodbryggan och ansluten till transformatorspolens primärlindning.
- När enheten är ansluten, ackumulerar kondensatorn laddning, driven från det extra nätverket. När knappen trycks in rusar denna laddning genom motståndet och hjälptyristorn i riktning mot svetselektroden. Det extra nätverket är inaktiverat.
- För att ladda kondensatorn måste du släppa knappen, öppna kretsen för motståndet och tyristorn och återansluta hjälpnätverket.
Strömpulsens varaktighet justeras med hjälp av ett styrmotstånd.
Detta är bara en grundläggande beskrivning av driften av den enklaste utrustningen för kondensatorsvetsning, vars utformning kan ändras, beroende på de uppgifter som löses och de erforderliga utgångsegenskaperna.
Behöver veta
Den som bestämmer sig för att montera sin egen svetsmaskin bör vara uppmärksam på följande punkter:
- Den rekommenderade kapacitansen för kondensatorn bör vara cirka 1000 - 2000 µF.
- För tillverkning av en transformator är Sh40-varianten av kärnor bäst lämpad. Dess optimala tjocklek är 70 mm.
- Parametrarna för primärlindningen är 300 varv koppartråd med en diameter på 8 mm.
- Parametrarna för sekundärlindningen är 10 varv av en kopparskena med ett tvärsnitt på 20 kvadratmillimeter.
- PTL-50 tyristorn är väl lämpad för kontroll.
- Ingångsspänningen måste tillhandahållas av en transformator med en effekt på minst 10 W och en utspänning på 15 V.
Baserat på dessa data kan du montera en fullt fungerande enhet för punktsvetsning. Och även om det inte kommer att vara lika perfekt och bekvämt som fabrikstillverkad utrustning, med dess hjälp kommer det att vara ganska möjligt att bemästra grunderna i svetsyrket och till och med börja tillverka olika delar.
För att skapa starka metallförbindelser av legeringar, olika och homogena material på nivån av interatomära bindningar, används motståndssvetsning. Under denna process värmer en elektrisk ström metallen tills plastisk deformation uppstår, och själva anslutningen sker på grund av ytterligare pressning av delarna mot varandra. Ett av alternativen för punktsvetsning är kondensatorsvetsning. Den största skillnaden mellan denna process och andra är metoden för att lagra energi för att smälta metallen. Kondensatorsvetsning utförs med energi som tidigare lagrats på kondensatorer.
Huvudutrustningen kommer att vara en eller flera kondensatorer som lagrar laddning genom att dra en konstant spänning från en källa. När en viss laddningsnivå uppnås kopplas elektroderna från kondensatorerna till svetspunkterna. Elektrisk ström ger snabb och kraftig uppvärmning av ytan, vilket leder till smältning av metallen och bildandet av en mejslad svets. Vanligtvis varar varje urladdning av kondensatorn bara 1-3 millisekunder, på grund av detta sker praktiskt taget inte uppvärmning utanför själva zonen.
Tillämpning av kondensatorsvetsning
Modern automatisk produktion kan skapa upp till 600 batteriurladdningar och anslutningspunkter per minut med strikt efterlevnad av kvalitetsegenskaperna för svetsning och repeterbarheten av alla manipulationer. Samtidigt kräver utrustningen inte förbrukningsvaror i form av elektroder (som för invertersvetsning) eller svetstråd (som för argonbågsvetsning). Dessutom kräver arbetet inte kylvätska.
Med hjälp av kondensatorsvetsning i radioelektronik kan du sammanfoga delar som är rädda för överhettning och inte kan hållas ihop med konventionella flussmedel. Denna typ av svetsning kan användas för mikroskopiska element.
Kondensatorsvetsning är särskilt efterfrågad vid karossreparationer. Utsläppet deformerar inte delarnas väggar och brinner inte genom dem, så det finns inget behov av uträtning.
På en lapp. Denna typ av svetsning används för att reparera och skapa smycken, vid produktion av klockor, bio och fotografisk utrustning.
Kondensatorsvetsning har vissa nackdelar, varav den främsta är pulsbelastningen. Denna belastning uppstår i nätverket när kondensatorer snabbt laddas ur. Sådana impulser skapar störningar och kan leda till fel på all utrustning.
Typer av svetsning
Urladdningen från kondensatorerna kan appliceras direkt på svetsplatsen eller göras genom kondensatorns sekundära lindning. I det första fallet kommer svetsning att kallas transformatorlös, och i det andra - transformator. Det första alternativet används för sammanfogning, och det sista alternativet används när man skapar sömmar och punktarbete.
Vid slagkondensatorsvetsning kopplas delar ihop under kondensatorns sammanslag genom strömsamlande kontakter, och i vissa fall kan dessa kontakter vara själva delarna.
Låt oss överväga hur denna process uppstår vid svetsning av dubbar, som samtidigt kommer att fungera som strömsamlande kontakter. Först måste du se till att änden av hårdvaran vidrör ytan som den ska anslutas till. Sedan tillförs en kondensatorurladdning genom hårdvaran till svetsområdet. Som ett resultat bildas en mikrobåge och temperaturen stiger avsevärt. Kontaktpunkten mellan stiftet och delens yta smälter. Med hjälp av tryck sänks hårdvaran ned i det smälta lagret. Då svalnar legeringen och stärks samtidigt, och hårdvaran svetsas.

Vid transformatorsvetsning kopplas kondensatorn efter laddning till en nedtrappningstransformator via primärlindningen. En potential uppstår på sekundärlindningen som är mindre än den inkommande pulsen. Därefter kommer urladdningen, kondensatorn börjar laddas igen och energin strömmar genom transformatorns primärlindning. Sedan upprepas hela processen. Denna teknik låter dig göra exakta svetsar genom att utföra flera cykler av operationer upp till 5 urladdningar per sekund.
För hushållsapparater används vanligtvis transformatorsvetsning eftersom transformatorlös utrustning är mer skrymmande. Endast ett batteri av kondensatorer bör ha en kapacitet på cirka 100 tusen mikrofarad. En jonistor kan användas för dessa ändamål - det här är en superkondensator, jämförbar i storlek med en konventionell elektrolytisk, men med en mycket större kapacitet. Användningen av en jonist leder dock till en betydande ökning av kostnaderna för utrustning. Därför är alternativet med transformatorsvetsning mer att föredra.
I modern utrustning styrs kraften och frekvensen av kondensatorurladdningar genom PIC-kontroller. Alla manipulationer styrs via en dator och de flesta processer är automatiserade. För att arbeta med sådan utrustning behöver du inte bara läsa beskrivningen i sin helhet, utan också att genomföra utbildningar.
Hemlagad kondensatorsvetsning
Det finns olika alternativ för att skapa hemmagjorda svetsmaskiner. Enkel gör-det-själv punktsvetsning kan göras med hjälp av en spotter, en anordning som används vid bilkarossreparationer. Till utseendet är denna utrustning en kraftenhet till vilken elektroder eller en svetspistol är fästa med hjälp av en flexibel slang.
För att montera en sådan svetsmaskin behöver du:
- Transformator 5-20 W för 220 V med inspänning 5V – 1 st;
- Transformator på minst 1000 W – 1 st;
- Likriktardioder med likström upp till 300 mA – 4 stycken;
- Elektroder (om du har dem kan du ta en svetspistol);
- Thyristor KU 202 eller T142-80-16 (i diagrammet finns en föråldrad version av PTL-50) – 1 stycke;
- Elektrolytkondensator 1000,0 x25 V – 1 st;
- Koppartråd med ett tvärsnitt på 35mm2 eller mer - minst 1 meter.
Du behöver också säkringar och strömbrytare, och om så önskas ett hus.

Notera! I denna krets kan du använda en transformator från en mikrovågsugn, men den här enheten måste konverteras genom att ta bort de magnetiska shuntarna och sekundärlindningen. Därefter bör du göra flera varv med koppartråd i stället för sekundärlindningen. Sedan, genom att ändra antalet varv, måste du justera enhetens funktion.
Hur sker kondensatorsvetsning med dina egna händer? Det finns två huvudkomponenter i designen av spottern:
- relä med tyristor V9;
- svetstransformator T2.
Lindningen är ansluten genom en diodbrygga V5-V8, till vilken ett elektroniskt relä är diagonalt anslutet. Under drift i läge "På" vid omkopplare S1 går spänningen från strömkällan till primärlindningen på transformator T1. På grund av detta laddas kondensatorn. I detta fall är transformatorns T2 lindning avaktiverad och tyristorn V9 är stängd. När du trycker på S3-knappen tillförs laddningen från kondensatorn genom det variabla motståndet R1 till styrelektroden på tyristorn V9. Strömmen bryter av tyristorn, spänningen går genom primärlindningen på transformator T2, och en kraftfull puls som varar cirka 0,1 sekunder uppträder i sekundärlindningen. Vid slutet av urladdningen av kondensatorn C1 återgår systemet till sitt ursprungliga tillstånd.
Uppmärksamhet! Under urladdningen är strömmen 350-500 A. En hemmagjord spotter måste användas med extrem försiktighet.
Denna enhet kan användas för mindre svetsarbeten, den kan inte användas för att ansluta kopplingar eller rör.
Video
Det finns många tekniker för svetsning av olika material, och bland dem är kondensatorsvetsning. Tekniken har varit känd sedan 30-talet av förra seklet och är av mångfald. Sammanfogningen av metaller sker under smältning på platser med kortslutning av elektrisk ström på grund av den applicerade urladdningsenergin från laddade högkapacitetskondensatorer. Processen tar 1-3 millisekunder.
Grunden för enheten är en kondensator eller ett block av kondensatorer, som laddas av en konstant spänningsströmkälla. Efter att ha uppnått den erforderliga energinivån under laddningsprocessen ansluts kondensatorelektroderna till svetspunkterna. Strömmen som flyter under urladdningen mellan delarna som svetsas gör att ytorna värms upp så mycket att metallen smälter och högkvalitativ metall bildas.
Trots ett antal fördelar har kondensatorsvetsning ett antal begränsningar som inte tillåter användning överallt. Bland dem:
| fördelar | Minus |
|---|---|
| hög processhastighet i automatiserad produktion, upp till 600 poäng per minut | kortsiktig kraft i svetsprocessen |
| noggrannhet av delarnas anslutning och repeterbarhet av processer på linjen | begränsningar av svetsade delars tvärsnittsdimensioner |
| sänder inte infraröd och ultraviolett strålning | pulsad belastning skapar nätverksstörningar och höga korttidsbelastningar |
| utrustningens hållbarhet | |
| svetsning av olika metaller | |
| låg värmeutveckling, inget behov av kylvätska | |
| brist på förbrukningsmaterial som elektroder eller svetstråd |
Trots vissa nackdelar används metoden att sammanfoga metaller i stor utsträckning inom industrin och i vardagen.
Typer av kondensator svetsmaskiner
Det finns två typer av kondensatorsvetsmaskiner - med urladdning av energilagringsanordningar direkt på ytorna som svetsas och med urladdning från sekundärlindningen av en transformator. Den första, transformatorlösa metoden, används oftare vid svetsning av stötkondensatorer. Den andra metoden, transformator, används för att skapa en högkvalitativ söm.
Slagkondensatorutrustning svetsar delar när en av elektroderna träffar delen. Vid en stöt pressas ytdelarna tätt mot varandra. En kondensatorurladdning uppstår och bildar en mikrobåge som värmer upp ytorna till metallernas smältpunkt. Delarna är ordentligt anslutna.
I transformatorsvetsmetoden, efter laddning, är kondensatorn ansluten till den primära lindningen av nedtrappningstransformatorn. En potential uppstår på sekundärlindningen som är flera gånger mindre än amplituden för den inkommande pulsen. Under urladdningen svetsas delarna, kondensatorn laddas igen och överför energi till transformatorns primärlindning. Detta gör att långa skurar på upp till 5 urladdningar per sekund kan produceras, vilket skapar starka och exakta svetsar.
Applikationsspecifikationer
Kondensatorsvetsning är en ekonomisk process, så det är bekvämt att använda hemma med ett lågeffekts enfasnätverk. Industrin tillverkar hushållssvetsar med en effekt på 100-400 watt, som är avsedda för hemmabruk eller i små privata verkstäder.

Kondensatorsvetsning har blivit särskilt populär i bilverkstäder. Till skillnad från bågsvetsning, bränner inte kondensatorsvetsning igenom eller deformerar inte de tunna väggarna på ark av kroppsdelar. Det finns inget behov av ytterligare uträtning.
Kondensatorsvetsning används också inom radioelektronik för svetsprodukter som inte kan lödas med konventionella flussmedel eller misslyckas på grund av överhettning.
Kondensator svetsmaskiner används av juvelerare för att tillverka eller reparera smycken.
Inom industrin används punktanslutning för:
- svetsning av bultar, krokar, muttrar, dubbar och annan hårdvara på ytor;
- kopplingar mellan olika metaller, inklusive icke-järn;
- svetsning av klockdelar, foto- och filmutrustning;
- tillverkning av optiska och belysningsanordningar;
- sammansättningar av elektronisk utrustning
- och så vidare.
Kondensatorsvetsning används för att sammanfoga mikroskopiska delar som inte kan svetsas med bågmetoden.
Gör-det-själv kondensatorapparater
Du kan göra en svetsmaskin av kondensatortyp själv och använda den hemma. För detta behöver du
- 220 volt transformator med en effekt på 5-20 W med en utspänning på 5V;
- fyra likriktardioder med en framåtström på minst 300 mA (till exempel D226b);
- tyristor PTL-50, modern ersättning T142-80-16, KU 202 eller liknande;
- elektrolytisk kondensator 1000,0 x25 V;
- variabelt motstånd 100 Ohm;
- en transformator med en effekt på minst 1000 W (lämplig för mikrovågsugnar);
- elektroder eller svetspistol (olika design beskrivs på Internet många gånger);
- koppartråd med ett tvärsnitt på minst 35 mm2. - 1 meter.
- strömbrytare, säkringar, hölje efter eget gottfinnande.
Om installationen utförs enligt diagrammet utan fel och delarna är i gott skick, kommer det inte att finnas några problem med enhetens funktion.
Det finns bara ett problem - utgångstransformatorn. Om du verkligen bestämmer dig för att använda en mikrovågstransformator och den kan köpas billigt på marknader för begagnade delar, var då beredd på att den kommer att behöva byggas om.
Det är nödvändigt att ta bort de magnetiska shuntarna och sekundärlindningen och linda 2-5 varv av sekundärlindningen med en tjock koppartråd på det fria utrymmet. Under installationsprocessen kan antalet varv behöva ändras. Det anses optimalt att utspänningen ska variera mellan 2-7 volt, men detta värde beror också på svetspulsens varaktighet och tjockleken på materialen som svetsas. Det finns ingen anledning att vara rädd för att experimentera, välja olika lägen med ett variabelt motstånd och ändra antalet varv. Men försök inte få maskinen att göra vad en konventionell ljusbågsprocess kan göra. Du kommer inte att kunna koka vattenledningar och rördelar; den här enheten är för andra ändamål.
Enheter för den transformatorlösa typen är inte mycket mer komplicerade, men de är mer besvärliga. Du behöver en uppsättning kondensatorer med en total kapacitet på cirka 100 000 mikrofarad. Detta är ett anständigt batteri i vikt och storlek. Den kan ersättas med en kompakt jonistor, men enheten är inte billig. Dessutom håller elektrolytiska kondensatorer inte länge. Därför tillverkas portabla och hushållskondensatorer punktsvetsmaskiner vanligtvis med hjälp av en transformatorkrets.
Moderna enheter tillverkas med lite olika tekniker. Urladdningens frekvens och effekt regleras av PIC-kontroller, det är möjligt att automatisera processer och styra via en dator eller monitorgränssnitt. Men de fysiska processerna för svetsning har inte förändrats. Efter att ha satt ihop den enklaste enheten kan du sedan lägga till element av datorstyrning, produktionsautomation och kontroll till den.
Om det här ämnet ligger nära dig och du är redo att komplettera det eller utmana det, dela din åsikt, berätta för oss, posta beskrivningar av dina lösningar i kommentarsblocket.
Elektrolytiska kondensatorer av aluminium är ett av huvudelementen som säkerställer stabil drift av högfrekventa växelriktare av svetsmaskiner. Pålitliga kondensatorer av hög kvalitet för denna typ av applikationer tillverkas av företag.
De första enheterna som använde den elektriska bågsvetsmetoden använde justerbara växelströmstransformatorer. Transformatorsvetsmaskiner är de mest populära och används än idag. De är pålitliga, lätta att underhålla, men har ett antal nackdelar: tung vikt, hög halt av icke-järnmetaller i transformatorlindningarna, låg grad av automatisering av svetsprocessen. Det är möjligt att övervinna dessa nackdelar genom att flytta till högre strömfrekvenser och minska storleken på utgångstransformatorn. Idén att minska storleken på transformatorn genom att flytta från en strömförsörjningsfrekvens på 50 Hz till en högre föddes redan på 40-talet av 1900-talet. Sedan gjordes detta med hjälp av elektromagnetiska givare-vibratorer. 1950 började vakuumrör - tyratroner - användas för dessa ändamål. Det var dock oönskat att använda dem i svetsteknik på grund av låg effektivitet och låg tillförlitlighet. Den utbredda introduktionen av halvledarenheter i början av 60-talet ledde till den aktiva utvecklingen av svetsväxelriktare, först på tyristorbasis och sedan på en transistor. Isolerade gate bipolära transistorer (IGBT) utvecklade i början av 2000-talet gav ny impuls till utvecklingen av inverterenheter. De kan arbeta vid ultraljudsfrekvenser, vilket avsevärt kan minska storleken på transformatorn och vikten på enheten som helhet.
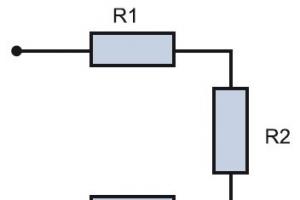
Ett förenklat blockschema över växelriktaren kan representeras som tre block (Figur 1). Vid ingången finns en transformatorlös likriktare med parallellkopplad kapacitans, vilket gör att du kan öka DC-spänningen till 300 V. Växelriktarenheten omvandlar DC till högfrekvent växelström. Omvandlingsfrekvensen når tiotals kilohertz. Enheten inkluderar en högfrekvent pulstransformator i vilken spänningen reduceras. Detta block kan tillverkas i två versioner - med encykel- eller push-pull-pulser. I båda fallen fungerar transistorenheten i ett nyckelläge med möjligheten att justera på-tiden, vilket gör att du kan reglera belastningsströmmen. Utgångslikriktaren omvandlar växelströmmen efter växelriktaren till liksvetsström.

Funktionsprincipen för svetsomriktaren är den gradvisa omvandlingen av nätspänningen. Först höjs och likriktas AC-nätspänningen i den preliminära likriktningsenheten. En konstant spänning driver en högfrekvensgenerator som använder IGBT-transistorer i växelriktarenheten. Den högfrekventa växelspänningen omvandlas till en lägre med hjälp av en transformator och tillförs utgångslikriktaren. Från utgången på likriktaren kan ström redan tillföras svetselektroden. Elektrodströmmen regleras av kretsar genom att styra djupet av negativ återkoppling. Med utvecklingen av mikroprocessorteknik började produktionen av halvautomatiska växelriktarmaskiner, som självständigt kan välja driftsläge och utföra sådana funktioner som "anti-sticking", högfrekvent bågexcitering, bågretention och andra.
Elektrolytkondensatorer av aluminium i svetsväxelriktare
Huvudkomponenterna i svetsväxelriktare är halvledarkomponenter, en nedtrappningstransformator och kondensatorer. Idag är kvalitén på halvledarkomponenter så hög att om de används på rätt sätt uppstår inga problem. På grund av det faktum att enheten arbetar med höga frekvenser och ganska höga strömmar, bör särskild uppmärksamhet ägnas åt enhetens stabilitet - kvaliteten på svetsarbetet beror direkt på det. De mest kritiska komponenterna i detta sammanhang är elektrolytiska kondensatorer, vars kvalitet i hög grad påverkar enhetens tillförlitlighet och nivån av störningar som introduceras i det elektriska nätverket.
De vanligaste är elektrolytiska kondensatorer av aluminium. De är bäst lämpade för användning i den primära nätverks-IP-källan. Elektrolytiska kondensatorer har hög kapacitans, hög märkspänning, små dimensioner och kan arbeta vid ljudfrekvenser. Sådana egenskaper är bland de otvivelaktiga fördelarna med aluminiumelektrolyter.
Alla elektrolytiska kondensatorer av aluminium är sammansatta av sekventiella lager av aluminiumfolie (kondensatorns anod), en pappersdistans, ytterligare ett lager aluminiumfolie (kondensatorns katod) och ytterligare ett lager papper. Allt detta rullas ihop och läggs i en lufttät behållare. Ledare tas ut från anod- och katodskikten för inkludering i kretsen. Dessutom etsas aluminiumskikten ytterligare för att öka deras yta och följaktligen kondensatorns kapacitans. Samtidigt ökar kapaciteten hos högspänningskondensatorer med cirka 20 gånger och lågspänningskondensatorer med 100. Dessutom behandlas hela denna struktur med kemikalier för att uppnå de nödvändiga parametrarna.
Elektrolytiska kondensatorer har en ganska komplex struktur, vilket gör dem svåra att tillverka och använda. Kondensatorernas egenskaper kan variera mycket under olika driftlägen och driftsklimatiska förhållanden. Med ökande frekvens och temperatur minskar kapacitansen hos kondensatorn och ESR. När temperaturen sjunker, sjunker också kapacitansen, och ESR kan öka upp till 100 gånger, vilket i sin tur minskar den maximalt tillåtna rippelströmmen för kondensatorn. Tillförlitligheten hos puls- och ingångsnätverksfilterkondensatorer beror först och främst på deras maximalt tillåtna rippelström. Flödande rippelströmmar kan värma upp kondensatorn, vilket orsakar dess tidiga fel.
I växelriktare är huvudsyftet med elektrolytiska kondensatorer att öka spänningen i ingångslikriktaren och jämna ut eventuella rippel.
Betydande problem i driften av växelriktare skapas av stora strömmar genom transistorer, höga krav på formen av styrpulser, vilket innebär användning av kraftfulla drivrutiner för att styra strömbrytare, höga krav på installation av kraftkretsar och stora pulsströmmar. Allt detta beror till stor del på kvalitetsfaktorn för ingångsfilterkondensatorerna, så för växelriktarsvetsmaskiner måste du noggrant välja parametrarna för elektrolytiska kondensatorer. Sålunda, i den preliminära likriktarenheten hos en svetsomriktare, är det mest kritiska elementet den filtrerande elektrolytiska kondensatorn installerad efter diodbryggan. Det rekommenderas att installera kondensatorn i närheten av IGBT och dioder, vilket eliminerar påverkan av induktansen hos ledningarna som ansluter enheten till strömkällan på växelriktarens drift. Installation av kondensatorer nära konsumenter minskar också det interna motståndet mot växelström hos strömförsörjningen, vilket förhindrar excitering av förstärkarstegen.
Typiskt är filterkondensatorn i helvågsomvandlare vald så att rippeln av den likriktade spänningen inte överstiger 5...10 V. Det bör också beaktas att spänningen på filterkondensatorerna kommer att vara 1,41 gånger större än vid utgången av diodbryggan. Således, om vi efter diodbryggan får 220 V pulserande spänning, kommer kondensatorerna redan att ha 310 V DC-spänning. Normalt är driftspänningen i nätverket begränsad till 250 V, därför blir spänningen vid filterutgången 350 V. I sällsynta fall kan nätspänningen stiga ännu högre, så kondensatorer bör väljas för en driftspänning på kl. minst 400 V. Kondensatorer kan ha extra uppvärmning på grund av höga driftströmmar. Det rekommenderade övre temperaturområdet är minst 85...105°C. Ingångskondensatorer för utjämning av likriktade spänningsrippel väljs med en kapacitet på 470...2500 µF, beroende på enhetens effekt. Med ett konstant gap i resonansdrosseln ökar en ökning av kapacitansen hos ingångskondensatorn proportionellt den effekt som tillförs ljusbågen.
Det finns kondensatorer till försäljning, till exempel på 1500 och 2200 µF, men som regel, istället för en, används en bank av kondensatorer - flera komponenter med samma kapacitet kopplade parallellt. Tack vare parallellkoppling reduceras internt motstånd och induktans, vilket förbättrar spänningsfiltreringen. I början av laddningen flyter också en mycket stor laddningsström genom kondensatorerna, nära kortslutningsströmmen. Parallell anslutning gör att du kan minska strömmen som flyter genom varje kondensator individuellt, vilket ökar livslängden.
Val av elektrolyter från Hitachi, Samwha, Yageo
På elektronikmarknaden idag kan du hitta ett stort antal lämpliga kondensatorer från välkända och föga kända tillverkare. När man väljer utrustning bör man inte glömma att med liknande parametrar skiljer sig kondensatorer mycket i kvalitet och tillförlitlighet. De mest välbeprövade produkterna är från så världsberömda tillverkare av högkvalitativa aluminiumkondensatorer som, och. Företag utvecklar aktivt ny teknik för produktion av kondensatorer, så deras produkter har bättre egenskaper jämfört med konkurrenternas produkter.
Elektrolytiska kondensatorer av aluminium finns i flera formfaktorer:
- för montering på ett tryckt kretskort;
- med förstärkta snäppstift (Snap-In);
- med skruvade terminaler (Screw Terminal).
Tabellerna 1, 2 och 3 visar serierna av ovanstående tillverkare som är mest optimala för användning i förkorrigeringsenheten, och deras utseende visas i figurerna 2, 3 respektive 4. De givna serierna har en maximal livslängd (inom en viss tillverkares familj) och ett utökat temperaturområde.
Tabell 1. Elektrolytiska kondensatorer tillverkade av Yageo
Tabell 2. Elektrolytiska kondensatorer tillverkade av Samwha
Tabell 3. Elektrolytiska kondensatorer tillverkade av Hitachi
| namn | Kapacitet, µF | Spänning, V | Ripple ström, A | Mått, mm | Formfaktor | Livslängd, h/°C |
| 470…2100 | 400, 420, 450, 500 | 2,75…9,58 | 30×40, 35×35…40×110 |
Snap-In | 6000/85 | |
| 470…1500 | 400, 420, 450, 500 | 2,17…4,32 | 35×45, 40×41…40×101 |
Snap-In | 6000/105 | |
| 470…1000 | 400, 420, 450, 500 | 1,92…3,48 | 35×40, 30×50…35×80 |
Snap-In | 12000/105 | |
| 1000…12000 | 400, 450 | 4,5…29,7 | 51×75…90×236 | Skruvterminal | 12000/105 | |
| GXR | 2700…11000 | 400, 450 | 8,3…34,2 | 64×100…90×178 | Skruvterminal | 12000/105 |
Som framgår av tabellerna 1, 2 och 3 är produktsortimentet ganska brett, och användaren har möjlighet att montera en kondensatorbank, vars parametrar helt kommer att uppfylla kraven för den framtida svetsomriktaren. De mest tillförlitliga är Hitachi-kondensatorer med en garanterad livslängd på upp till 12 000 timmar, medan konkurrenter har denna parameter upp till 10 000 timmar i kondensatorer i Samwha JY-serien och upp till 5 000 timmar i kondensatorer i Yageo LC, NF, NH-serien. Det är sant att denna parameter inte indikerar ett garanterat fel på kondensatorn efter den angivna linjen. Här menar vi endast tiden för användning vid maximal belastning och temperatur. Vid användning i ett mindre temperaturområde kommer livslängden att öka därefter. Efter den angivna perioden är det även möjligt att minska kapaciteten med 10 % och öka förlusterna med 10...13 % vid drift vid maximal temperatur.
Kontakt- eller kondensatorsvetsning är en av de vanligaste typerna av sammanfogning av metallprodukter och delar. Det används i stor utsträckning inte bara i industrin utan också hemma. Det är därför frågan om att montera en kondensatorsvetsmaskin med egna händer fortfarande är relevant och intresserar många hantverkare.
Hur fungerar kondensatorsvetsning?
Kondensatorsvetsmaskinen är ett hus utrustat med utskjutande arbetsklor. Alla har elektroder. Anslutningen av stavar och metallplattor sker på grund av arrangemanget av elektroder mitt emot varandra.
Processen börjar med att klämma fast arbetsstyckena som ska svetsas mellan klorna. Efter att ha slagit på enheten förs en ström med stor styrka genom elektroderna och delarna som svetsas. Som ett resultat bildas en flytande kärna på rätt plats, molekylernas gitter förstörs och deras anslutning uppstår. Svetstjockleken beror på strömstyrkan och de använda elektroderna. Materialet smälter och drar ihop sig.
Kondensatorpunktsvetsning används framgångsrikt i hushålls- och hemförhållanden. Tack vare transformatorn är det möjligt att omvandla ström från nätverket, sänka och förstärka den till de nödvändiga parametrarna. Enheten skapar en strömpuls, vars varaktighet är endast 0,1-1,5 sekunder. På denna korta tid bildas en punkt som håller ihop de två metalldelarna. Den resulterande tuberkeln rengörs med en borste eller kvarn, vilket ger produkten ett estetiskt utseende.
Fördelar
Självkondensatorsvetsning är känd för ett antal fördelar:

- anslutning av små och tunna element är möjlig;
- snabb anslutning;
- tillförlitligheten hos anslutningssömmen;
- sömmens snygghet;
- anslutning av olika typer av metaller;
- effektivitet;
- tillgänglighet för nybörjare.
Med hjälp av punkt- eller kondensatorsvetsning kan du sammanfoga mycket tunna delar utan överhettning och underskärningar. Enheten är utformad på ett sådant sätt att processen inte tar mycket tid. Tillräcklig elektrisk ström skapas för att pålitligt ansluta delarna.
Sömmen ser snygg ut, utan ett toppskikt av svetsat material. För att förbättra produktens utseende räcker det att rengöra legeringsområdet med en borste. Även ädla metaller kan kombineras. För att utföra legeringen finns det inget behov av att använda fyllmedel, vilket minskar kostnaden för metoden. Utbildning och utförande av svetsarbete är tillgängligt för ett brett spektrum av arbetare.
Schema för självmontering av enheten
Komponenterna i kondensatorsvetsning är ganska enkla, så enheten kan monteras oberoende, enligt ett visst schema. Huvudelementet är en transformator som avsevärt kan minska styrkan hos elektrisk ström från hushållsnätverket. De optimala parametrarna är siffror - 10-12 V. I det här fallet är det nödvändigt att uppnå en elektrisk effekt på 300-500 A. Med sådana indikatorer är det möjligt att utföra kondensatorsvetsning hemma.

Driften av enheten är baserad på att konvertera den använda spänningen och överföra den till lagringsenheter. Lagringsenheterna i detta fall är kondensatorer, vars kapacitans bör vara inom 46 μF. Konstruktionen är utrustad med en diodbrygga och två dioder. Svetsprocessen styrs med hjälp av reläet REK 74. Denna enhet förser de inbyggda elektroderna med ström och genomför processen.
Kondensatorapparaten måste innehålla en speciell automatisk anordning som fungerar under en överbelastning. För att förhindra överhettning används en kylare, som är inbyggd bakom kondensatorstrukturen. En startknapp är installerad på klorna, som används för att starta svetsprocessen. Svetsaren klämmer fast de sammanfogade sidorna av produkten mellan klorna och utför kondensatorpunktsvetsning.
Svetsprocess
Svetsprocessen med en kondensatorenhet börjar med beredningen av produkter. Anslutningens sidor rengörs från alla befintliga föroreningar. Om detta inte görs kan sömmen inte vara tillräckligt säker.
De förberedda elementen är anslutna på rätt plats, placerade mellan två elektroder, varav den ena är rörlig och den andra är stationär. Med hjälp av klor med elektroder komprimeras metalldelarna som ska svetsas med kraft. Efter att ha tryckt på startknappen uppstår en elektrisk urladdning.
En svetssöm bildas där elektroderna är anslutna. Klorna ska vara uppspända efter en tid - svetsfogen måste få svalna och kristallisera under tryck. Delarna flyttas sedan för att ansluta nästa sektion. För bekvämligheten med kondensatorsvetsning måste du skaffa en tång, sandpapper, en skruvmejsel, en kniv och en kvarn.
Kontaktblock och åtgärdssekvens

Du kan själv montera ett block för kondensatorsvetsning hemma. Många använder ett element från en mikrovågsugn som transformator. För att enheten ska klara av sina funktioner - minska spänningen och öka ampere - tas det primära lagret av lindningen bort. Istället installeras en kabel för svetsning. Det finns tillräckligt med utrymme för att genomföra tre varv.
Efter att ha slutfört grunderna, fortsätt med att installera reläet och diodbryggan. Alla delar ska monteras i nära anslutning till transformatorn. Enheten är utrustad med en automatisk maskin. En kylare eller liten fläkt är fäst på den bakre väggen, vilket är nödvändigt för att kyla enheten. Det rekommenderas att använda en dielektrisk bas för att arrangera elementen.
Arbetskropparna är gjorda av profiler eller trä. Den nedre delen med elektroden är orörlig. Den övre delen är fixerad med en stång mellan stolparna, den är rörlig. Det övre elementet är i ett upphöjt läge, i vilket det är fixerat med en fäst fjäder.

Tjockleken på kopparelektroderna måste motsvara tjockleken på kabeln för svetsning av sekundärlindningen. De är fästa vid klorna med en bultkoppling. Här ansluts även plintarna från transformatorn. Knappen för att starta kondensatorsvetsprocessen visas på huset så att det är bekvämt att slå på den.
I det första steget av arbetet rengörs delarna från främmande partiklar. De kopplas sedan ihop och placeras i svetsfältet som bildas av elektroderna. Knappen startar enheten och ger en impuls. Efter avslutad kontakt flyttas elektroderna isär.