Parametrar som bestämmer gängprofilens form och dimensioner (se bild 1):
- trådtäthet R;
- teoretisk profilhöjd H - höjden på en triangulär profil med skarpa hörn, erhållen genom att förlänga profilens sidor tills de skär varandra;
- arbetsprofilens höjd h är höjden vid vilken gängorna på bulten (skruven) och muttern kommer i kontakt;
- profilvinkelα är vinkeln mellan profilens raka sidor;
- profilvinkel- vinkeln mellan den laterala raka sidan och vinkelrät mot trådens mittlinje.
För gängor med symmetrisk profil är profilvinkeln lika med halva profilvinkeln.
Ris. 1 - TrådprofilMetrisk gänga (fig. 2) är den huvudsakliga triangulära fästgängan. Metriska gängor finns i grova och fina stigningar. Metriska gängor med grov stigning är vanligast eftersom de har mindre inverkan på slitage och tillverkningsfel än gängor med fin stigning. Metriska gängor med fina stigningar, jämfört med gängor med grova stigningar med samma ytterdiameter, ger delar med större styrka (djupet på gängspåren är mindre och gängans innerdiameter är större) och tillförlitlighet mot självskruvning (den gängstigning, och därför gängföringsvinkeln, är mindre). Därför används metriska gängor med fina stigningar vid tillverkning av tunnväggiga gängade delar som tjänar till reglering och är utsatta för dynamiska belastningar.
Ris. 2 - Metrisk gängaTumgängor (fig. 3), liksom metriska gängor, är triangulära och fäster. Det används för att ersätta gängade delar av gamla och importerade maskiner som importeras från länder som använder tumsystemet (USA, England, etc.), och i vissa speciella fall.
Ris. 3-tums trådMetrisk konisk gänga
En metrisk konisk gänga har en triangulär profil, liknande (när det gäller dimensionerna på profilelementen) profilen för en metrisk gänga enligt GOST 25229-82 (ST SEV 307-76). Den används för koniska gängade täta (täta) anslutningar.
Runda gängor (fig. 4) används för skruvar som bär stora dynamiska belastningar, som arbetar i en förorenad miljö med frekvent avskruvning och skruvning (bilkopplingar, brandbeslag), samt i tunnväggiga produkter, som t.ex. på uttag och uttag av elektriska lampor, delar av gasmasker etc. Flera typer av runda gängor är standardiserade.
Ris. 4 - Rund trådTrapetsgänga (fig. 5) - skruvens huvudgänga - mutter och snäckhjul. Den är bekväm att tillverka, har lägre friktionsförluster jämfört med triangulära gängor och är mer hållbar än rektangulära gängor.
Ris. 5 - Trapetsformad gängaTryckgängan (fig. 6) har en asymmetrisk trapetsformad gängprofil. Används för skruvar som bär stora ensidiga axiella belastningar i pressar, valsverks pressanordningar, lastkrokar m.m.
Ris. 6 - TryckgängaRör cylindriska, rör koniska och koniska tum
Rörcylindriska (Fig. 7), rörkoniska (Fig. 8) och koniska tumsgängor (Fig. 9) är små triangulära tum fäst- och tätningsgängor. De används främst för att ansluta rör och rörledningar. Avsmalnande gängor säkerställer täta anslutningar mellan gängade delar utan speciella tätningar.
Ris. 7 - Rör cylindriskt Ris. 8 - Rör koniskt Ris. 9 - Konisk tumRektangulära (och fyrkantiga) gängor görs på skruvsvarvar. Denna metod tillåter inte hög noggrannhet, och därför används denna tråd relativt sällan och är följaktligen inte standardiserad.
Standardgängstorlekar tas enligt relevant GOST beroende på ytterdiametern d trådar.
Studier av gänghållfasthet visar att den axiella belastningen är ojämnt fördelad mellan gängvarv, vilket inte bara förklaras av omöjligheten att producera absolut exakta gängor, utan också av en ogynnsam kombination av bult- och bultdeformationer (bulten är sträckt och muttern är komprimerad). För att förenkla gänghållfasthetsberäkningar antas det konventionellt att axialbelastningen fördelas jämnt mellan gängvarven. Gänghållfasthetsberäkningar utförs vanligtvis som ett test.
Från fig. 1 kan man se att om en axiell kraft verkar på de delar som passar ihop med gängor (bult och mutter, etc.) F, då fungerar varje dels gängor för klippning, krossning och bockning.
Gängan på ett fästelement beräknas endast för skjuvning och krossning, eftersom dess beräkning för böjning enligt formlerna för materialstyrkan är mycket villkorad.
Med samma material som de matchande gängade delarna utförs gänghållfasthetsberäkningen för handelen med hjälp av formlerna:
för skärning 
att skrynkla ihop sig 
där τc är den beräknade gängskjuvspänningen;
σ sm - beräknad lagerspänning mellan gängor;
n är antalet gängvarv som absorberar belastningen;
k är koefficienten för gängans fullständighet (se fig. 1), som visar förhållandet mellan gängans höjd i den farliga sektionen och gängstigningen;
[τ c ] - tillåten gängskjuvspänning;
[σ sm ] - tillåten påkänning på trådkollaps.
Gängans fullständighetskoefficient för metriska gängor av bultar, skruvar och bultar (se fig. 1) k=0,75; nötter k=0,88; trapetsgänga k=0,65.
Om den invändiga gängade delen är gjord av ett material som är mindre hållbart än materialet i den del som täcks av gängan, bör gängskjuvningsberäkningar utföras för var och en av dessa delar. Skjuvhållfasthet tillstånd av den kvinnliga delen 
Eftersom gänghållfastheten hos standardfästen garanteras av GOST, beräknas inte gänghållfastheten för dessa delar för hållfasthet.
Typer och egenskaper hos trådar.
Klassificering och huvuddrag för trådar:
- diameterenhet (metrisk, tum, modulär, stigningsgänga)
- placering på ytan (utvändig och invändig gänga)
- rörelseriktningen för den spiralformade ytan (höger, vänster);
- antal pass (enkel- och flerpass), till exempel tvåpass, trepass, etc.;
- profil (triangulär, trapetsformad, rektangulär, rund, etc.);
- formningsytan på vilken gängan är placerad (cylindrisk gänga och konisk gänga);
- syfte (fastsättning, infästning och tätning, chassi etc.).
Grundläggande gängparametrar och måttenheter
Trådprofil- detta är konturen av gängsektionen i ett plan som går genom den gängade delens axel. GOST 9150-81 och GOST 8724-81 upprättar en enda nominell profil för cylindriska metriska gängor med en diameter på upp till 600 mm, inklusive gängor med en diameter på mindre än 1 mm. Den nominella gängprofilen och dess element visas i fig. 1. Den utvändiga gängans rot (fig. 2) kan vara planskuren eller rundad: R max = 0,144 R, R min = 0,108 R, Var R- depressionens radie; R- trådtäthet.
 Ris. 2. Bult- och muttergängor.
Ris. 2. Bult- och muttergängor.
Gängor bestäms av följande grundläggande parametrar: yttre, mellersta och inre diametrar; gående; profilvinkel; profilsidornas lutningsvinkel.
Yttergänga diameter d(se fig. 1) - cylinderns diameter som beskrivs i förhållande till topparna på den yttre gängan (eller dalarna på den inre gängan).
Innerdiameter d 1 - diametern på cylindern inskriven i topparna på den inre gängan (eller den yttre gängans tråg).
Nominella värden d Och dx för yttre och inre gängor är samma.
Genomsnittlig diameter d 2 - diametern på en imaginär cylinder, vars yta skär trådarna på ett sådant sätt att trådarnas bredd och spårens bredd är lika.
Trådtäthet R- avståndet mellan de parallella sidorna av två intilliggande fästgängor, mätt längs axeln. GOST 8724-81 ställer in diametrar i intervallet 0,25...600 mm och steg på 0,075...6 mm. Metriska gängor kan ha en grov stigning (med diametrar på 0,25...68 mm) och en fin stigning (med diametrar på 1...600 mm).
Profilvinkel α - vinkeln mellan profilens sidor, mätt i axialplanet. Vinkel av profilsidor β - vinkeln mellan profilsidan och vinkelrät mot gängans axel. För gängor med symmetrisk profil β = 0,5α . För gängor med en asymmetrisk profil, såsom tryck eller koniska gängor, bestäms lutningsvinkeln på varje sida oberoende av varandra.
Höjd på den ursprungliga triangeln N- höjden på den spetsvinklade profilen som erhålls genom att förlänga profilens sidor tills de skär varandra. Arbetshöjd på profil N 1 - höjden på en planskuren teoretisk profil, lika med halva skillnaden mellan ytter- och innerdiametern. För metriska gängor N= 0,866025× R, N 1 = 0,54126× R.
Flytta P h - storleken på den relativa rörelsen för den initiala mittpunkten längs trådens spirallinje i en vinkel på 360°; P h = P× n, Var n- antal besök.
I verkligheten är kontakthöjden mindre, eftersom toleranssystemet ger vissa luckor, till exempel längs de inre diametrarna på gängorna på en mutter och bult.
Arbetsspolens höjd N 1 - största kontakthöjd; den minsta kontakthöjden anges N 1 min. För gängor med platt skuren profil N 1 och N 1 min bestäm maximal och minsta överlappning av gängorna på bulten och muttern.
Helixvinkel
För flerstartstrådar bör täljaren i denna formel ersättas med R arbete n 0 P, Var n 0 - antal besök. Sminklängd (mutterhöjd N) - längd (höjd) av kontakt mellan bultens och mutterns ytor, mätt längs axeln.
Den metriska tråden betecknas med bokstaven M (från det engelska metriska systemet, metriskt system av mått). En gänga med en nominell diameter på 32 mm med en grov stigning betecknas som M32; gänga med en nominell diameter på 16 mm med en fin stigning - M16x1,5; för att indikera vänstertrådar läggs bokstäverna LH till i slutet.
Typer av trådar:
 - med stigning och grundläggande gängparametrar i bråk meter.
- med stigning och grundläggande gängparametrar i bråk meter.
Används ofta med nominella diametrar från 1 till 600 mm och stigningar från 0,25 till 6 mm. Profilen är en liksidig triangel (vertexvinkel 60°) med en teoretisk profilhöjd H=0,866025404R. Alla profilparametrar mäts i bråkdelar av en meter (millimeter).
Standarder:
- GOST 24705-2004 (ISO 724:1993)- Metrisk gänga. Grundmått.
- GOST 9150-2002- Grundläggande normer för utbytbarhet. Metrisk tråd. Profil.
- GOST 8724-2002- Grundläggande normer för utbytbarhet. Metrisk tråd. Diametrar och steg.
- ISO 965-1:1998- Metriska ISO-gängor för allmänna ändamål. Toleranser. Del 1. Principer och huvudegenskaper.
- ISO 965-2:1998- Metriska ISO-gängor för allmänna ändamål. Toleranser. Del 2. Begränsa måtten på gängorna för bultar och muttrar för allmänna ändamål. Genomsnittlig noggrannhetsklass.
- ISO 965-3:1998- Metriska ISO-gängor för allmänna ändamål. Toleranser. Del 3. Avvikelser för konstruktionsgängor.
- ISO 965-4:1998- Metriska ISO-gängor för allmänna ändamål. Toleranser. Del 4: Mått för varmförzinkade utvändiga skruvgängor för montering med invändiga gängor gängade till tolerans H eller G efter galvanisering.
- ISO 965-5:1998- Metriska ISO-gängor för allmänna ändamål. Toleranser. Del 5. Gränsmått för invändiga skruvgängor av skruvar för montering med utvändiga skruvgängor varmförzinkade, med en maximal toleranslägesstorlek h före galvanisering.
- ISO 68-1- ISO-skruvgängor för allmänna ändamål. Huvudprofil. Metrisk tråd.
- ISO 261:1998- ISO metriska gängor för allmänna ändamål. Allmän form.
- ISO 262:1998- ISO metriska trådar för allmänt bruk. Valda storlekar för skruvar, bultar och muttrar.
- BS 3643- ISO metriska skruvgängor.
- DIN 1988-12-13- Metriska ISO grund- och precisionsgängor med diametrar från 1 till 300 mm. Val av diametrar och stigningar.
- ANSI B1.13M, ANSI B1.18M- Metrisk gänga M med en profil baserad på ISO 68-standarden.
Symbol: bokstaven M (metrisk), det numeriska värdet för den nominella gängdiametern (d, D i diagrammet, det är också den yttre diametern på gängan på en bult) i millimeter, det numeriska värdet på stigningen (för fin -stigningsgängor) (P i diagrammet) och bokstäverna LH för vänstergänga. Till exempel betecknas en gänga med en nominell diameter på 16 mm med en grov stigning som M16; gänga med en nominell diameter på 36 med en fin stigning på 1,5 mm - M36x1,5; samma diameter och stigning men vänstergänga M36x1,5LH.
|
Tabell över standardstigning för metriska gängor |
|||||||
 - alla gängparametrar uttrycks i tum (oftast indikerat med ett dubbelslag placerat omedelbart efter det numeriska värdet, till exempel 3" = 3 tum), gängstigning i bråkdelar tum(tum = 2,54 cm). För tumrörsgängor kännetecknar storleken i tum konventionellt spelet i röret, och ytterdiametern är i själva verket betydligt större.
- alla gängparametrar uttrycks i tum (oftast indikerat med ett dubbelslag placerat omedelbart efter det numeriska värdet, till exempel 3" = 3 tum), gängstigning i bråkdelar tum(tum = 2,54 cm). För tumrörsgängor kännetecknar storleken i tum konventionellt spelet i röret, och ytterdiametern är i själva verket betydligt större.
Metriska och tumgängor används i gängade anslutningar och skruvdrivningar.
Gängstigningen mäts modul(m). För att få storleken i millimeter, multiplicera bara modulen med pi (π).
 Steggänga- gängstigning mäts i ställplatser(p"). För att få det numeriska värdet (i tum) räcker det att dividera talet pi (π) med tonhöjden.
Steggänga- gängstigning mäts i ställplatser(p"). För att få det numeriska värdet (i tum) räcker det att dividera talet pi (π) med tonhöjden.
Modulär och stigningsgänga används vid kapning av snäckan på en snäckväxel. Spoleprofilen på en modulär mask kan se ut Arkimedeisk spiral, involuter av en cirkel, förlängt eller förkortat evolvent Och trapetser.
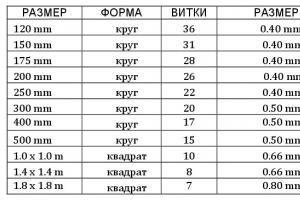
- stigning (P) - avståndet mellan samma sidosidor av profilen, mätt i bråkdelar meter, i bråkdelar tum eller antal trådar per tumär nämnaren för ett gemensamt bråk vars täljare är en tum. Uttryckt som ett naturligt tal (till exempel; 28, 19, 14, 11);
- ytterdiameter (D, d), diametern av en cylinder som beskrivs runt toppen av den yttre gängan (d) eller undersidan av den inre gängan (D);
- medeldiameter (D 2, d 2), diametern på cylindern, vars generatris skär gängprofilen på ett sådant sätt att dess sektioner bildade vid skärningen med spåret är lika med halva den nominella gängstigningen;
- innerdiameter (D 1, d 1), diametern på en cylinder inskriven i fördjupningarna på den yttre (d 1) eller toppen av den inre gängan (D 1);
- slag (P h) storleken på den relativa rörelsen för den initiala mittpunkten längs trådens spirallinje i en vinkel på 360°
![]()
där n är antalet besök;
- höjden på den ursprungliga trådtriangeln (H);
- gängskärning (c);
- konvinkel av konisk tråd (φ);
- trådledningsvinkel (ψ):
![]()

Kona 1:16 (konvinkel φ=3°34'48"). Designad för att säkerställa täthet och låsning av gängor utan användning av ytterligare medel. Det finns två alternativ för en gängad konisk anslutning: konisk utvändig gänga med konisk invändig gänga och avsmalnande utvändig gänga med cylindrisk invändig gängskärning
Standard: GOST 25229-82- Grundläggande normer för utbytbarhet. Metrisk konisk gänga.
Symbol: bokstäverna MK, numeriskt värde för den nominella gängdiametern i millimeter, numeriskt värde för stigningen, bokstäverna LH för vänstergänga. Till exempel betecknas en gänga med en nominell diameter på 24 mm med en stigning på 1,5 mm som MK 24x1,5.
 Cylindrical, MJ
Cylindrical, MJ
Parallella gängor är baserade på metriska gängor ( M) med en nominell diameter från 1,6 till 200 mm och en profilspetsvinkel på 60°, designad för rymdteknik och andra applikationer som kräver hög utmattningshållfasthet och värmebeständighet. För att säkerställa dessa egenskaper har gängroten på den yttre gängan en ökad radie från 0,15011P till 0,180424P. Invändig gänga MJ kompatibel med utvändig gänga M när den nominella diametern och stigningen sammanfaller.
Standarder:
- GOST 30892-2002 (ISO 5855-1-99, ISO 5855-2-99, ISO 5855-3-99)- Metrisk gänga med MJ-profil. Profil, diametrar och steg, toleranser
- ISO 5855-1:1999- Aerospace - MJ threads - Del 1: Allmänna krav
- ISO 5855-2:1999- Aerospace - MJ-gängor - Del 2: Gränsmått för bultar och muttrar
- ISO 5855-3:1999- Aerospace - MJ-gängor - Del 3: Gränsdimensioner för beslag för vätskesystem
- ANSI/ASME B1.21M-1997 (R2003)- Metrisk gänga. MJ profil. (Engelsk) Metriska skruvgängor - MJ-profil).
 Symbol: bokstäverna MJ, numeriskt värde för den nominella gängdiametern i millimeter, numeriskt värde för stigningen, toleransintervall för medeldiametern och toleransintervall för diametern på utsprången. Till exempel betecknas en utvändig gänga med en nominell diameter på 6 mm, en stigning på 1 mm, en medeldiametertolerans på 4h och en skuldradiametertolerans på 6h MJ6x1-4h6h på ytan av skaftet.
Symbol: bokstäverna MJ, numeriskt värde för den nominella gängdiametern i millimeter, numeriskt värde för stigningen, toleransintervall för medeldiametern och toleransintervall för diametern på utsprången. Till exempel betecknas en utvändig gänga med en nominell diameter på 6 mm, en stigning på 1 mm, en medeldiametertolerans på 4h och en skuldradiametertolerans på 6h MJ6x1-4h6h på ytan av skaftet.
Huvudartikel: Cylindrisk rörgänga, G
Inch trådbaserad tråd BSW (British Standard Whitworth) och matchar tråden BSP (brittisk standardrörgänga), har fyra stigningsvärden på 28,19,14,11 trådar per tum. Profilvinkeln vid spetsen är 55°, den teoretiska profilhöjden är Н=0,960491Р.
Standarder: GOST 6357-81- Grundläggande normer för utbytbarhet. Cylindrisk rörgänga. ISO R228, EN 10226, DIN 259, BS 2779, JIS B 0202.
 Symbol: bokstaven G, numeriskt värde för rörets nominella diameter i tum (tum), noggrannhetsklass för medeldiametern (A, B) och bokstäverna LH för vänstergängor. Till exempel betecknas en gänga med en nominell diameter på 1 1/8", klass A-noggrannhet G1 1/8-A. Man bör komma ihåg att den nominella gängstorleken motsvarar rörspelet i tum. Ytterdiametern av röret är i någon proportion till denna storlek.
Symbol: bokstaven G, numeriskt värde för rörets nominella diameter i tum (tum), noggrannhetsklass för medeldiametern (A, B) och bokstäverna LH för vänstergängor. Till exempel betecknas en gänga med en nominell diameter på 1 1/8", klass A-noggrannhet G1 1/8-A. Man bör komma ihåg att den nominella gängstorleken motsvarar rörspelet i tum. Ytterdiametern av röret är i någon proportion till denna storlek.
Tumgänga med en avsmalning på 1:16 (konvinkel φ=3°34’48"). Profilvinkel vid spetsen 55°, teoretisk profilhöjd H=0,960491Р.
Standarder: GOST 6211-81- Grundläggande normer för utbytbarhet. Konisk rörgänga. ISO R7, DIN 2999, BS 21 , JIS B 0203.
Symbol: bokstaven R för utvändig gänga och Rc för invändig gänga, numeriskt värde för den nominella gängdiametern i tum (tum), bokstäverna LH för vänstergänga. Till exempel betecknas en gänga med en nominell diameter på 1 1/4" som: R1 1/4".
 Rund för sanitetsarmatur, Kr
Rund för sanitetsarmatur, Kr
Profilen av en rund tråd bildas av cirklar, upptill och nedtill, förbundna med raka linjer med en profilvinkel på toppen av 30°. Gängor används till spindlar, ventiler, kranar, toalett och vattenkranar.
Standard: GOST 13536-68 Rund gänga för sanitetsarmatur. Profil, huvudmått, toleranser.
Symbol för rund gänga: bokstäverna Kr, nominell gängdiameter, stigning och standardbeteckning.
 Trapetsformad, Tr
Trapetsformad, Tr
Metrisk gänga med en profilvinkel vid spetsen på 30°, teoretisk profilhöjd Н=0,866Р.
Standard: GOST 9484-81- Grundläggande normer för utbytbarhet. Gängan är trapetsformad. Profiler. GOST 24737-81- Grundläggande normer för utbytbarhet. Enstartad trapetsgänga. Grundmått. GOST 24738-81- Grundläggande normer för utbytbarhet. Enstartad trapetsgänga. Diametrar och steg. 24739-81 - Grundläggande normer för utbytbarhet. Flerstartad trapetsgänga.
Konventionell beteckning för en enstartsgänga: bokstaven Tr (trapetsformad), det numeriska värdet på den nominella gängdiametern i millimeter, det numeriska värdet för stigningen, bokstäverna LH för vänstergängor och beteckningen på toleranszonen. Till exempel betecknas en enstartad utvändig gänga med en nominell diameter på 50 mm med en stigning på 8 mm som Tr50x8-7e; samma i diameter och stigning, men vänstergänga Tr50x8LH-7e.
 Persistent, S
Persistent, S
Metrisk gänga med en lutningsvinkel på profilsidorna på 30° och 3°.
Standard: GOST 10177-82- Grundläggande normer för utbytbarhet. Tråden är ihållande. Profil och huvudmått. Gängsymbol: bokstaven S, numeriskt värde på den nominella gängdiametern i millimeter, numeriskt värde på stigningen, bokstäverna LH för vänstergänga och toleranszonsbeteckning.
Konventionell beteckning för en flerstartsgänga: bokstaven S, det numeriska värdet på den nominella gängdiametern i millimeter, det numeriska värdet för slaget, inom parentes P med det numeriska värdet för stigningen, bokstäverna LH för vänstergänga och beteckningen av toleranszonen.
Tryckförstärkt, S45°
Gänga med en lutningsvinkel på profilsidorna på 45° och 3°, med en nominell diameter från 80 till 2000 mm.
Gängsymbol: bokstaven S, vinkelvärde 45°, numeriskt värde för den nominella gängdiametern i millimeter, numeriskt värde på stigningen, bokstäverna LH för vänstergänga och beteckning Tt.
Edison runda, E
Används för elektriska produkter, till exempel glödlampsfot, se även Edison sockel.
Standard: GOST 6042-83 Edison tråden är rund. Profiler, dimensioner och gränser.
Trådsymbol: Bokstaven E, trådnummer, om tråden för icke-metalliska element är bokstaven N separerade med ett snedstreck (/) och GOST-numret, till exempel E 27 GOST 6042-83 eller E 27/N GOST 6042-83 .
Av alla typer av carving är relieftekniken en av de mest uttrycksfulla. Realistiska basreliefer i trä, med snygga detaljer, spektakulära skuggspel och korrekt konstruerad komposition, kan verkligen förhäxa. Relieftekniken kan betraktas som ett övergångssteg till skulptural snideri, som med rätta anses vara den snidade konstens krona.
I detta material kommer vi att prata om de grundläggande principerna för relief träsnideri. Våra tips kommer att vara användbara inte bara för nybörjare, utan också för hantverkare som redan har provat sig fram med denna teknik. Med hjälp av exemplet på det föreslagna projektet kommer du att bli bekant med de grundläggande principerna för ren och exakt skärning, lära dig hur du korrekt modellerar volymen och behärskar professionella hemligheter som kommer att hjälpa till att betona de tredimensionella egenskaperna hos en snidad komposition.
Vad är skillnaden mellan relief carving och andra tekniker?
Relieftekniken särskiljs från platt-relief, kontur, geometrisk och andra typer av icke-volymetrisk snidning, först och främst genom sin betonade tredimensionella natur. Huvudkompositionen här kommer i förgrunden på grund av den beskurna bakgrunden, vilket gör bilden mer uttrycksfull, med ett karakteristiskt överflöd av ljus och skugga.
Om huvuddesignen av kompositionen bara stiger något, inte mer än hälften av tjockleken på hela produkten, kallas en sådan snidning basrelief (och själva produkten är basrelief). Med en högre och mer utskjutande relief kallas ristningen högrelief.
Nybörjare verktygsuppsättning
För att lära sig träsnideri är det inte alls nödvändigt att skaffa sig en arsenal av mejslar, knivar och andra skärare, som många brukar tro. För att behärska de grundläggande färdigheterna inom lättnadsteknik räcker det med några hörnmejslar (spel), till exempel, 10 mm Och 6 mm, rak mejsel 12 mm, radie (halvcirkelformad) 10 mm, poängkniv och litet grus. Det är lämpligt att köpa andra typer av mejslar för träsnideri när din skicklighet i snideri växer.

Håll alltid verktyget skarpt. Om mejseln lämnar ett grovt märke och flisar träet i små splitter istället för att enkelt ta bort prydliga lager, är detta ett säkert tecken på att mejseln behöver slipas. Ett tråkigt verktyg förstör kvaliteten på arbetet, kräver mycket ansträngning vid snidning och tillåter inte en nybörjare att "känna" mejseln korrekt.
Vilket trä ska man välja för reliefsnideri?
Rätt val av trä är nyckeln till framgång för en mästare som behärskar den här teknikens krångligheter. Nästan alla mjuka lövträd är optimalt lämpade för snidares behov: asp, al, björk, valnöt, etc. Men huvudträet för de flesta hantverkare som inte bara ägnar sig åt volymetrisk, utan också platt, platt, geometrisk och andra typer av träsnideri är lind.

Lind är ett mjukt och lätt trä med en jämn densitet, vilket gör det extra lätt att bearbeta: det är lätt att skära, vässa och hyvla i alla riktningar. Linden förvrängs eller torkar nästan inte ut, avger inte tanniner, därför anses det vara ett idealiskt råmaterial, inklusive för tillverkning av serviser. Nackdelen med lind är dess dåliga färgbarhet i andra färger.
Öva färdigheter i relief carving med hjälp av exemplet med "Fox"-projektet
Vi kommer att berätta steg för steg hur man gör basreliefsniderier på trä med det enkla "Fox"-projektet som exempel. Som ett ämne rekommenderar vi att du använder ett snitt av lind eller en vanlig bräda av något annat mjukt lövträ.

För att överföra en ritning till en träbas används kolpapper som den enklaste och mest effektiva lösningen. Om det behövs kan kolpapperslinjerna enkelt raderas genom att göra de nödvändiga ändringarna allt eftersom. För att förhindra att designen förskjuts under överföringsprocessen, fäst träbiten eller placera en gummibaksida under den. Fundera på var du bäst placerar bilden för att få kompositionen att se mer livlig och intressant ut. I vårt fall kommer vi att flytta den från mitten till botten (foto 1).

Använd en vinkelmejsel för att skära ut den yttre konturen #12 (bladets bredd 10 mm/hörn 60°). Det låter dig inte bara göra en snygg kontur av huvudfiguren, utan kommer också omedelbart att ta bort en betydande del av bakgrunden (foto 2).

Teknik för kapning med vinkelmejsel:
- Fäst instrumentet hårt med din vänstra hand, och tryck det framåt med din högra; Rätt grepp på mejseln gör att du kan styra fräsen noggrant, bibehålla en snygg skärlinje och förhindra att bladet glider av konturen.
- Markera linjernas huvudkontur med en skärare och skär dem sedan till önskat djup (i vårt fall 4-5 mm). Genom att kapa virket lite i taget får du mer kontroll över snidningsprocessen och minskar risken för flisning.
- För att övervinna träets motstånd, fördela trycket jämnt på mejseln och uppnå en jämn och enhetlig yta.
- När du arbetar med en mejsel, ta hänsyn till riktningen på träfibrerna, eftersom skäraren brukar alltid röra sig längs de solida årsringarna.
- Du bör under inga omständigheter rikta mejseln mot dig själv: skär bort från dig eller håll verktyget parallellt med bröstet.
- Arbeta skäraren direkt bakom blyertslinjerna och lämna dem synliga.
Korrekt och korrekt borttagning av bakgrunden är till stor del kärnan i reliefträsnideri. Att bemästra denna färdighet är en ansvarsfull uppgift för en nybörjare. Radiemejslar (halvcirkelformade eller sluttande) hjälper till att ta bort mycket bakgrund med minimal ansträngning. I vårt fall kommer vi att lämna bakgrunden av kompositionen i form av breda dekorativa spår (foto 3). Om det behövs kan det göras även med en platt mejsel.

Efter att ha format bakgrunden kommer vi att återvända till hörnmejseln och återigen "avsluta" vi går längs konturen av huvudkompositionen (foto 4). Sedan rätar vi ut bakgrunden (foto 5).

Vinklade mejslar är optimala som verktyg för finkonturarbete. #15 (bladets bredd 6 mm/hörn 45°) eller #16 (bladets bredd 6 mm/hörn 35°).
Skissera rävens öga, behåll pennans kontur (foto 6). Gå ner och börja arbeta med munnen: välj noggrant bakgrunden runt tänderna och inuti munnen (foto 7). Fokusera på volym och perspektivets lagar i kompositionen: eftersom framtänderna är i förgrunden bör de vara något överdrivna. Arbeta med näsan.

För att räkna ut formen på huvudet, använd en radie (lutande) mejsel med en bredd 10 mm. Börja med öronen: gör det vänstra örat i förgrunden högre (bild 8).

Runda formen på huvudet (foto 9), vilket gör en smidig övergång till nospartiet, som ska förbli plattare och utan uttalad volym (foto 10).

När du arbetar med specifika områden, glöm inte att regelbundet utvärdera den övergripande sammansättningen: hur korrekt volymen flödar, hur perspektivet är utarbetat, etc. Här är varje detalj sammankopplad med varandra. Reliefsnideri bör uppfattas som en komplett komposition, och inte ett collage av en uppsättning snidade element.
För att arbeta med detta element, använd en keramik - en djup halvcirkelformad mejsel med en bredd 5 mm(foto 11). Detta smala verktyg är väl lämpat för att träna små element och skapa lövrelief.

Gör en snygg trim längs hela omkretsen av arket så att det sticker ut väl från den övergripande kompositionen och verkar slitas bort från bakgrunden (foto 12). Efter att ha skisserat huvudkonturen och valt bakgrunden runt bladet, fortsätt med att skära ut venerna (foto 13). Efter att ha format reliefen, skär av alla återstående platta platser med en serger (foto 14).
Använd en trimkniv för att skapa en djup skugga ovanför ögat, fodra det nedre ögonlocket med framtanden och ge ögat en rundhet (foto 15).

Avsluta träna de små delarna av munnen med en mejsel (foto 16).

Att imitera ullstrukturen är en viktig färdighet som varje snidare behöver träna på, för i framtiden kommer du upprepade gånger att stöta på sniderier av olika djur. I det presenterade projektet skapas rävpäls med det enklaste schemat: keramik 5 mm korta och grunda drag görs (pilar anger riktningen för naturlig tillväxt av djurets päls) (foto 17).

För större naturalism kan du räkna ut ullens struktur med en tunn stålskärare - en serger. Arbeta på konsistensen tills det inte finns några platta fläckar kvar.
Hur rengör man träsniderier?
När man arbetar noggrant lämnar de vassaste skärarna nästan alltid grova fläckar och mindre defekter som kräver eliminering. Använd ett fint grus för att rensa ut försänkta områden och trimma små spån. Volumetriska ytor rengörs sandpapper P150. För att slutligen säkerställa att det inte finns några oupptäckta mindre defekter, torka av målningen med en trasa indränkt i lacknafta och undersök den noggrant igen från olika vinklar. När alla brister har rensats ut kan du börja avsluta.
Hur belägger man träsniderier?
För enfärgad efterbehandling används följande kompositioner:
fläck . I platt-relief carving används de inte bara för att ge trä ett ädlare utseende. Med hjälp av fläck förbättrar de kontrasten i vissa områden; de betonar i sin tur kompositionens lättnad och volym. För att uppnå denna effekt räcker det med att applicera fläckar på djupa områden av carvingen som ska verka skuggade.
Om du bestämmer dig för att helt tona ditt arbete måste du använda bets noggrant, med hänsyn till träslaget och egenskaperna hos arbetsstycket som kompositionen är snidad på. Under påverkan av fukt kan små reliefsnideringar svälla, varp, upphöjd lugg och andra defekter kan bildas på den, vilket irreparabelt kommer att förstöra verkets utseende. En vanlig brist vid färgning av sniderier är ojämnhet i tonen, speciellt ofta manifesterad på platser där stängerna är limmade.
Det finns två huvudtyper av fogar som används inom industrin - avtagbara och permanenta. De första typerna erhålls med hjälp av fästelement, nitar etc. En av de vanligaste anslutningarna kan anses vara den första. De andra typerna utförs med svetsning, lödning och limning. I praktiken är alla dessa metoder för att sammanfoga delar standardiserade.
Som redan nämnts är alla typer av leder i denna klass standardiserade. Till exempel bestämmer GOST 24705-2004 dimensionerna för en metrisk profil, i synnerhet vinkeln vid basen, stigningen etc. Totalt klassificeras cirka 15 inhemska och utländska standarder som metriska.
Ladda ner GOST 24705-2004
Det finns också en klassificering av leder av denna typ. Det utförs baserat på dess geometriska dimensioner, placering på produkten och antal pass, eller baserat på dess praktiska användning.
Nedan finns en lista som visar typerna av löstagbara anslutningsdesigner och deras beteckningar:
- metrisk (M);
- metrisk konisk (MK);
- cylindrisk (MJ);
- cylindriskt rör (G);
- rör koniskt (R);
- rund för sanitetsarmatur (Kr);
- trapetsformad (Tr);
- ihållande (S);
- ihållande förstärkt (S45°);
- edison runda (E);
- metrisk (EG-M);
- tum cylindrisk (UTS: UNC, UNF, UNEF, 8UN, UNS);
- tum (BSW);
- tum avsmalnande (NPT);
- oljesortiment.
Alla dessa strukturella element används i alla branscher, allt från flyg till livsmedel.
Metrisk utförs på basis av GOST 8724-2002 - används oftast vid tillverkning av fästelement. Under vissa förutsättningar kan denna typ användas som chassi.
Ladda ner GOST 8724-2002
Denna typ är baserad på en liksidig triangel (med en basvinkel på 60 grader). Den kan ha en eller flera poster. Multi-entry används i de fall där det är nödvändigt att säkerställa ökad styrka i lederna.
Inhemska och utländska tillverkare producerar produkter med en diameter från 0,25 till 600 mm och en stigning från 0,25 till 6 mm. Produkter med liten stigning används när det är nödvändigt att säkerställa löstagbar montering av produkter med en tunn vägg. Förresten, denna typ används ganska ofta i bilindustrin. Det kan vara vänsterhänt eller högerhänt.
Den betecknas enligt följande - bokstaven anges i första hand, i det här fallet är det M. Sedan visas dess nominella storlek och stigning, för denna typ används beteckningen endast i mm. Dessutom inkluderar beteckningen av parametrar antalet pass och utförande (vänster eller höger). Självklart måste tillverkningstoleransen anges. M12*1-markeringen indikerar att den har en nominell diameter på 12 mm och en stigning på 1.
Denna klass används mest när man skapar löstagbara skarvar av rörledningar (rör, kranar, ventiler, etc.). Det appliceras på produkter gjorda av metall och plast. Nyckelparametrar definieras i GOST 6111-52. Den innehåller tabeller som definierar dimensioner, steg och toleranser. Alla mått och symboler anges i tum.
Ladda ner GOST 6111-52
Vid basen av denna vy är en triangel med en spetsvinkel på 55 grader. Precis som med den metriska toppen och botten, har toppar och botten tagits bort.
Tillverkare tillverkar delar med en rörprofil från 3/16 (4,8 mm) till 4 (101 mm) tum.
Skillnaden mellan en konisk produkt och en vanlig metrisk är att den appliceras på en konisk inre eller yttre yta. I detta fall är konvinkeln 1:16.
Det används i fall där det är nödvändigt att säkerställa tätheten av anslutningen. Till exempel i rörledningssystem utformade för att transportera vätskor.
Tillverkare som producerar produkter av denna typ styrs av kraven i GOST 25229-85.
För att beteckna en metrisk konisk profil används bokstavsförkortningen MK. Ange sedan alla nödvändiga geometriska parametrar. Till exempel visar MK 24*1,5 att den har en ytterdiameter på 24 mm och en stigning på 1,5.
Den runda profilen används för att skapa anslutningar för rörledningar, inklusive kranar. Parametrarna av denna typ definieras i GOST 13536-68. För beteckning i dokument och ritningar används bokstavsbeteckningen Kr, följt av dess geometriska mått.
Den bildas av cirklar vid sina toppar och dalar. Spetsvinkeln är 30 grader.
Trapetsprofilen klassas som löpprofil. En utmärkande egenskap hos denna typ av profil är att den är självbromsande. Detta orsakas av att när muttern rör sig längs stången utvecklas en stor friktionskraft. Denna egenskap låter dig undvika ytterligare fixering av muttern på axeln.
Den trapetsformade profilen används för att omvandla rotationsrörelse till trapetsformad. Som ett exempel kan vi nämna drivaxeln installerad i svarvar eller slipmaskiner. Utöver denna utrustning har den funnit sin tillämpning inom smides- och pressutrustning, fordons- och traktorutrustning. Generellt används enheter med trapetsformad profil för att flytta vagnar på löpande band, i formsprutningsmaskiner, robotar etc.
I praktiken används produkter med storlekar från 8 till 640 mm. Stigningen sträcker sig från 1,5 till 12 mm.
Vid inmatning av parametrar i ritningar eller dokument används bokstäverna Tr, sedan anges de geometriska parametrarna.
Krav på parametrar anges i GOST 24738-81.
Ladda ner GOST 24738-81
Träsnideri har funnits i många århundraden, nya riktningar, typer och undertyper av snidning dyker upp, men det finns ingen enskild klassificering av typer av snideri. Vi har sammanfattat de klassiska och nya typerna av carving. Hussniderier intar en speciell plats i klassificeringen av typer av sniderier. Den koncentrerar praktiskt taget alla typer och undertyper av carving.
1. Hussnideri: ursprunget till träsnideri kan spåras tillbaka till antiken. Med utvecklingen av den ryska staten utvecklas också träsniderikonsten. Sniderier dekorerade palats, kyrkor, ikoner, hus, träbyggnader, inredningsartiklar, möbler, hushållsartiklar, musikinstrument, leksaker, souvenirer och amuletter. Peter 1:s regering visade sig vara gynnsam för utvecklingen av träsnideri i Ryssland. Under Peter 1 fick varvsindustrin sin största utveckling, eftersom trä i dessa avlägsna tider var huvudmaterialet för att skapa den ryska flottan. Skepps bågar var dekorerade med figurer - bilder av djur och fåglar - en drake, en elefant, ett lejonhuvud eller en häst. Dessa bilder symboliserade sjömännas kraft, styrka och mod. En skickligt snidad galjonsfigur är inte bara en värdig dekoration för ett fartyg, utan också, som man trodde, en symbol för lycka till för sjömän. Denna typ av snideri kallas skeppssnideri eller barocksnideri. "Efter att ha kommit i land" fick träsnideri stor användning inom träarkitektur, tillverkning av träredskap, i heminredning och olika dekorationer.
Hussnideri fick sin största utveckling i slutet av 1800-talet och början av 1900-talet. Samtidigt var snidningen inte av samma typ, den utfördes med olika tekniker - vilket gjorde dekoren av de dekorerade produkterna mer fantasifull, rikare och mer pittoresk.
2. Sågsnideri: under andra hälften av 1900-talet blev sågsnideri, gjord med en tunn stickfil, utbredd i träbyggnader på landsbygden och i tätorter. Av alla olika typer av carving är det den mest utbredda och tillgängliga. Såggänga har flera undertyper: genomgående, overhead, genombruten. Hos alla underarter skärs eller tas bakgrunden bort.
3. Flat-cut tråd och dess undertyper: den vanligaste, tillgängliga, och kräver inga speciella lokaler och stora materialkostnader är flat cut tråd och dess subtyper.
4. Contour carving: själva namnet antyder att i denna carving-teknik görs en kontur, konturritning. Konturskärning används för att skapa inte strikta geometriska former, utan fria mönster som ritas på arbetsstycket med ett skärverktyg. I det här fallet kan olika linjer användas: raka linjer, kurvor med godtycklig krökning, vågig, spiral, etc.
5. Geometrisk carving: den huvudsakliga undertypen av platt carving, som är baserad på två komponenter - ett plan och en fördjupning gjord på den. Det kallas geometrisk eftersom det är baserat på alla möjliga geometriska element - trianglar, polygoner, cirklar, romber, kvadrater, ovaler. Genom att kombinera de enklaste geometriska formerna kan du få ett fantastiskt mönster, där varje element, varje slag är exakt ritat. Komplexa snidningselement bildas av geometriska former: stegar, virvlar, pärlor, ormar, glans, pinnar, olika kombinationer av vilka med varandra skapar geometriska snidningsmotiv, och kombinationen av motiv bildar en geometrisk prydnad.
6. Häftsnideri: Grunden för häftsnideri är en häftskåra eller häftklammerskärning, formad som en spik. Därför kallas stapeltråd ofta ringblommatråd. Häftsnideri är en typ av plattskärning och används i kombination med andra typer av snideri för att dekorera lådor, skärbrädor, dekorativa paneler och hushållsspadar.
7. Skrynklig snidning: används för att avsluta och dekorera delar av plattskärning. En speciell egenskap hos denna snidning är att ytan på produkten är dekorerad med rynkor. Varje stråle är ett spetsvinklat spår, som kommer från en mittpunkt. Från mitten förvandlas spåret smidigt till en expanderad rynka, och når den största bredden och djupet av den yttre änden av strålen. Det finns en väg till odödlighet för träsnideri: att bevara skicklighet, erfarenhet och snidningstekniker. Lär unga människor att snida trä. I byar och städer. När allt kommer omkring är hus byggda av trä, av stockar. Det är i ryska traditioner att bygga av trä, skära spetsar på trä, dekorera sina hus med snidade plattor och verandor. Folkkonst är ett sant värde. Träsnideri är en integrerad del av det. Ryssar bör inte glömma hur man snidar trä. Att skapa skönhet med dina egna händer ligger i blodet hos våra hantverkare.
Material och verktyg som används
Olika typer av trä används för träsnideri. Valet av en eller annan art beror på syftet och formen på föremålet som dekoreras och typen av snidning. Av lövträden används lind ofta till snidning. Lindträ är lätt och rent att såga och är mindre känsligt för sprickbildning och skevhet. På grund av sin låga hårdhet används lind inte för att tillverka möbler, så dess användning är begränsad till små hushållsartiklar. Al trä är också lätt att skära, varp lite, accepterar efterbehandling väl och imiteras för att likna andra arter, som mahogny. Allt detta gör den lämplig för alla typer av arbeten. Ett utmärkt material för snidning är björkträ. Den är hårdare än lind och al och är svårare att skära, men kvaliteten på ristningen är bättre. Björkträ kan målas och avslutas bra. Dess nackdelar är förmågan att enkelt absorbera och släppa ut fukt, samt en tendens att skeva och spricka, vilket inte tillåter dess användning i stora produkter. Björk kan användas för att göra applicerade snidade dekorationer och delar av möbler och andra produkter. För snidning av små föremål - fat, souvenirer - används poppel och aspträ.
Ek har länge använts för stora dekorativa sniderier och för tillverkning av snidade möbler. Eksnideri är komplext och arbetskrävande på grund av träets höga hårdhet och dess tendens att flisas, men det är mycket uttrycksfullt och dekorativt.
Bokträ är nära ek i hårdhet, men det flisar mindre eftersom det är mer enhetligt. Bok kan enkelt målas med vattenlösningar av färgämnen och färdigbehandlas. Bok används främst för små sniderier. Valnötsträ är det bästa materialet för snideriarbete. Den skär perfekt åt alla håll, flisar sällan och möjliggör den mest exakta skärningen. Valnötsträ är välbehandlat och särskilt polerat. Den används vid tillverkning av möbler både för snidning på massivt trä och för tillämpad snidning i kombination med andra arter. Valnötsträ anses också vara det bästa materialet för mycket konstnärliga sniderier och skulpturer i små former. För små föremål dekorerade med sniderier används också sällsynta träslag: äpple, körsbär etc. Barrträ som används för snidning är tall, gran, cederträ och idegran. Dekorationer för plattor, ikoner, taklister och portar har länge ristats i furu. Denna snidning är stor, så ojämnheten i tätheten hos lagren av tidigt och sent trä av barrträd komplicerar inte arbetet. Gran är lättare att skära än tall, men den har fler kvistar och är mycket hård, så den används mer sällan för att hugga. Skörd av trä för snidningsarbete bör göras från oktober till januari, då rörelsen av sav i stammen upphör och risken för träsprickor och skador av svampar och insekter minskar. Brädor som är avsedda för snidning torkas till en fukthalt på 8-10%, så att sprickor och skevheter inte bildas. Brädor avsedda för snidningsarbete skärs först till ämnen på cirkelsågar, skärs sedan till i storlek på fog- och tjockningsmaskiner. Breda ämnen erhålls genom att limma individuella stänger eller plankor med PVA-dispersion. I det här fallet är det nödvändigt att välja träplotter så att snittet och riktningen på lagren är desamma. Ett felaktigt limmat ämne av stänger med motsatta riktningar av träskikt försvårar snidarens arbete, minskar det konstnärliga värdet av snidningen, och när det målas med vattenbaserade färgämnen erhålls stänger i olika nyanser. Före snidning jämnas arbetsstyckets yta genom skrapning. Slipa inte ytan med sandpapper, eftersom slipkorn kan tränga in i träets porer, vilket snabbt matar ut verktyget.
Vilket trä som helst reagerar mycket känsligt på förändringar i omgivningens luftfuktighet. Denna egenskap är en av nackdelarna med timmer.
Vid hög luftfuktighet absorberar trä lätt vatten och sväller, men i uppvärmda rum torkar det ut och varp. Att torka trä är en mycket lång och besvärlig uppgift. Det är mycket svårt att torka lövved som har kärnved. Även död ved efter sågning i korta åsar och barkning är täckt av många sprickor. Kärnan är särskilt uppskattad, vars trä är hårdare och torrare, och dess porer är fyllda med ett speciellt konserveringsmedel. När åsen torkar spricker först splintveden och sedan kärnan. För att bevara det värdefulla kärnvedet putsas splintveden med en yxa och ändarna smorda med spackel. Utan splintved torkar kärnved ganska bra, nästan inga sprickor. Ånga påskyndar torkning av trä. Placera råvirke i en kar av lämplig storlek, häll lite vatten på botten, täck över den och placera den i en uppvärmd ugn av en gas- eller elektrisk ugn, stäng den tätt med ett spjäll. Ångat trä motstår inte bara sprickbildning, utan får också en djupt brunaktigt gyllene färg. Koka i olja. Små träbitar kokas i bomullsfröolja, torkande olja eller någon vegetabilisk olja.
Köksredskap gjorda av trä ångat i olja är mycket vattentåligt och spricker inte ens vid daglig användning. Kokning i en saltlösning påskyndar torkning av små bitar av lövträ. Råved läggs i en kastrull eller panna, hälls med en mättad lösning av bordssalt och puttras på låg värme i cirka 3-4 timmar. Torka därefter i rumstemperatur i ca 2-3 veckor. Denna metod är särskilt lämplig för lövträ. Torkning av färdiga produkter i sand kan uppnå en intressant dekorativ effekt. Ett lager ren flodsand hälls i en lämplig behållare, produkten läggs och täcks med ett nytt lager sand. I det här fallet bör produkten inte vidröra väggarna. Efter detta placeras behållaren utan lock under en översvämmad rysk spis. Torkningseffekten uppnås genom att behållarens optimala avstånd i förhållande till branden. Att torka spannmål i Rus var välkänt. På våren, några veckor före sådd, grävdes arbetsstycket eller produkten ner i frökornet som tog upp fukt från träet. Därefter togs arbetsstycket ut och torkades vid rumstemperatur.
Torkning på cement- eller betonggolv baseras på cementstenens förmåga att intensivt absorbera fukt. Det våta virket läggs på ett torrt betonggolv och efter 2-3 timmar vänds det så att växelvis den ena eller andra kanten ligger i anslutning till cementgolvet. Torkning i gödsel, spån, polyeten och i luft används också.
Den naturliga typen av torkning är atmosfärisk, luftig. Det är nödvändigt att torka träet i skuggan, under en baldakin och i ett utkast. Det är bättre att välja en torkplats på vinden i ett hus, en lada eller ett specialbyggt skjul. När den torkas i solen värms den yttre ytan av träet snabbt upp, men den inre ytan förblir fuktig. På grund av skillnaden i påkänning bildas sprickor och träet blir snabbt skevt. Efter atmosfärisk torkning i varmt, torrt väder är träets fukthalt 15-20 %. Ämnen avsedda för inredning kan flyttas till ett uppvärmt rum och torkas. Vid torkning av produkter uppstår ofta sprickor. Det bästa sättet att täta en stor spricka är att sätta in en bit av samma trä i den. Om det är omöjligt att välja en träbit från samma ämne, välj sedan en bit av samma färg, placerad långt från kärnan av stammen och orienterad på samma sätt mot mitten. Efter att limmet har torkat hyvlas skarven och rengörs med en hyvel. Små sprickor tätas vanligtvis med sågspånbaserat spackel.
Verktyg För framgångsrikt arbete behöver en träsnidare en välutrustad arbetsplats, lämpliga verktyg och utrustning. För att arbeta behöver snidare ett torrt, ljust rum med konstant temperatur och luftfuktighet. Rummets väggar och tak ska målas i ljusa färger. Utrustningen på ristarens arbetsplats beror på arten av det ristningsarbete som utförs. När man gör små föremål kan man snida på ett vanligt bord. En arbetsbänk är lämplig för stora produkter.
Arbetsbänken eller bordet placeras så att ljuset faller framifrån och vänster. Det bästa
belysning - naturlig, utan direkt solljus. Med artificiell belysning bör ljuset komma från två eller tre källor så att det inte finns några skarpa skuggor på arbetsstycket. Verkstaden kräver en snickararbetsbänk för att förbereda materialet för snidning, samt en skärpningsmaskin och ett bord för slipning och dressing av verktyget. För träsnideri används olika former av mejslar eller mejslar. Raka mejslar med en bladbredd på 3-30 mm används främst för att rengöra bakgrunden i reliefsniderier, ibland används de i kontursniderier. Fasade mejslar, även kallade fräsar, är huvudverktyget för att göra geometriska sniderier. De används både vid grovarbete (kapning av trä med ett helt blad) och vid rengöring av trådar med spetsen på en kniv. Det är lämpligt att ha flera knivar med olika spetsformer: från vassa (30°) till rundade. Tranbärsmejslar kännetecknas av ett kort blad 2-15 mm brett och en lång hals, böjd nära bladet. Formen på duken kan vara annorlunda. De används vid tillverkning av högreliefsniderier, såväl som för skärning på svåråtkomliga ställen. Raka tranbär används för att rengöra bakgrunden i reliefristningen. Halvcirkelformade mejslar med bladbredd 3-
30 mm, beroende på krökningsradien, är av följande typer:
Lutande med stor krökningsradie;
Medium eller halvcirkelformig;
Brant med liten krökningsradie.
Detta är huvudverktyget för att utföra alla typer av carving, utom geometrisk, där dessa mejslar endast används för att skära halvcirkelformade hål. Hörnmejslar med en bladbredd på 5-15 mm används vid skärning av smala linjer-spår. I tvärsnitt bildar mejseln en vinkel på 50-70°. Sådana mejslar kan göras i form av tranbär. Keramiska mejslar, 2-3 mm breda, är nära i form av branta halvcirkelformade mejslar, men deras profil är djupare. Keramik används för att skära smala vener. Halvcirkelformade spån används för att arbeta på trä på svåråtkomliga ställen. Raspar används för ytbehandling. Mynten är metallstavar, i ena änden av vilka det finns skåror i form av ett rutnät, prickar och stjärnor. De används för att prägla bakgrunden främst i Kudrin-snideri. Utöver huvudskärverktyget behöver snidaren också hjälpverktyg: märkningsverktyg, verktyg för borrning, sågning. Stödverktyg inkluderar även:
Mallets för att slå i handtaget på en mejsel när du skär ut bakgrunden, skär av relief i stora sniderier;
En borrhammare eller borr med en uppsättning borrar för att borra hål i slitsade gängor och borra djupa ställen i avlastningsgängor;
Sticksåg och filar för att skära ut bakgrunden i den slitsade tråden.
Dessutom kan snickaren behöva snickarverktyg när man förbereder delar för gängning: hyvel, fog, skrapa, etc.
Grundläggande tekniska tekniker och operationer för träsnideri
Processen att tillverka snidade produkter kan delas in i följande steg:
Projektutveckling;
Upphandling och förberedande verksamhet;
Direkt snidning;
Efterbehandling av snidade produkter;
Projektutvecklingsstadiet kan innefatta processen att forma ett konstnärligt koncept och processen att förändra eller förfina ett visst färdigt prov. Hit hör även framtagande av skisser, ritningar och liknande. Ofta måste snickaren själv tänka igenom produktens design, tillverknings- och monteringsteknik, samt designa de nödvändiga enheterna.
Allt detta gäller även designstadiet. Upphandlad och förberedande verksamhet omfattar till exempel följande typer av arbete:
Träskörd;
Torkning av trä;
Val av material;
Bearbetning av ämnen och tillverkning av gängade produkter;
Märkning av ämnen för gängning;
Slipverktyg mm.
Skissning och modellering: Skissning och modellering av framtida snidade produkter intar en extremt viktig plats i carverens robot. Naturligtvis kan inte alla människor rita som konstnärer, men ofta krävs inte detta. Dessutom har det noterats att ritförmågor kan utvecklas, du behöver bara visa tålamod och uthållighet. Till en början, i carving, kan du klara dig med färdiga prover och gradvis börja göra dina egna ändringar och modifieringar av dem. Sedan, när du samlar på dig kompetens och erfarenhet, gå vidare till helt självständiga arbeten. Snideraren behöver studera frågor om komposition och perspektiv, tekniker för geometriska konstruktioner och olika typer av proportioner. För att göra detta, läs relevant litteratur och lär känna varandra praktiskt. När du utför komplexa typer av carving räcker det inte med en design. Ibland, för att förtydliga formen på reliefen, visar figuren sektionsdetaljer. Detta hjälper dock inte alltid. I sådana fall rekommenderas det att göra en modell av den framtida snidade produkten i ett material som är lättare att bearbeta - lera, plasticine, gips.
Modellen gör det möjligt att känna volymen, förtydliga delarnas förhållande till varandra och med bakgrunden, förtydliga snidningstekniken och bestämma vilket verktyg som kommer att behövas för jobbet. Hemma är det mest bekvämt att använda plasticine för modellering - det torkar inte ut, är alltid redo för arbete och blir inte smutsigt. Modellen kan utföras i en generaliserad form, utan detaljerade detaljer. Det räcker om det förmedlar de viktigaste, viktigaste delarna av den framtida produkten.
Förstora och förminska skissen. Ganska ofta behöver en ristare ändra skalan på en skiss han har gjort eller en illustration i en bok. Följande huvudmetoder kan användas för detta:
Ändra storlek "efter cell";
Rita om en ritning med en strömavtagare;
Fotokopiering.
Att översätta och ändra storlek på en ritning är mycket lätt att göra med hjälp av fotokopiering. I moderna förhållanden är detta det billigaste, enklaste och snabbaste sättet.