Fabricant de tour à décolleter de haute précision 1E61MT Usine de construction de machines d'Oulianovsk nommée d'après. Volodarski une entreprise diversifiée qui produisait des cartouches pour armes légères rayées, des bougies d'allumage pour automobiles, des machines à décolleter, des équipements de levage, des lignes rotatives automatiques, des démarreurs sans contact, des chaînes de scie, des chaînes de traction, des chaînes d'entraînement, des chaînes à rouleaux, des pièces de rechange pour machines agricoles et biens de consommation .
L'usine a produit des tours à décolleter universels des modèles suivants : TV-01, TV-01M, 1E61, 1E61M, 1E61MT, 1E61VM, 1E61PM, S1E61VM, S1E61PM, UT16VM, UT16PM, UT16VMT, UT16PMT, UT-320.
Tour à décolleter haute précision 1E61MT. Objectif et portée
Les tours des modèles 1E61MT sont créés sur la base de la machine 1E61M et appartiennent à la classe des tours légers.
Le tour à décolleter modèle 1E61MT est universel et est conçu pour effectuer des opérations de finition lors du tournage de pièces de haute précision et de la coupe de divers filetages. Classe de précision de la machine - P.
Description de la conception d'un tour à décolleter
Entraînement des machines est réalisé à partir d'un moteur électrique individuel d'une puissance de 4,5 kW et d'une vitesse de 1335 tours par minute.
Le mouvement est transmis à la poulie réceptrice de la boîte de vitesses par un entraînement par courroie trapézoïdale. Depuis la boîte de vitesses, six courroies trapézoïdales transmettent le mouvement à la poulie de poupée, puis, à l'aide d'un accouplement denté, à la broche.
Filetage de haute précision est fourni par la possibilité de connecter la vis mère directement à l'ensemble correspondant d'engrenages de remplacement sur la guitare, en contournant toute la chaîne de la boîte d'alimentation.
La machine vous permet également de couper filetages de précision normaux en utilisant la boîte d'alimentation.
La chaîne d'alimentation de la machine a un maillon croissant, grâce à quoi on obtient une multiplication par huit de la valeur tabulaire des avances et des pas de filetage.
En activant le maillon d'augmentation de pas, vous pouvez couper des fils raides, couper toutes sortes de spirales raides, couper des vers à plusieurs départs et effectuer un certain nombre de travaux spéciaux.
Tablier de machine dispose d'un mécanisme à vis sans fin « tombante » qui coupe automatiquement l'alimentation longitudinale et transversale lorsque vous travaillez avec des butées fixes. En même temps, ce mécanisme protège la machine des dommages dus à une surcharge. Mais lorsque l'on travaille avec une vis mère, il est inacceptable d'utiliser une butée longitudinale.
Dans la partie médiane poupée Une poulie d'entraînement à coin montée sur deux roulements à billes est placée. Ainsi, la broche est soulagée de la tension des courroies trapézoïdales.
Lubrification de la poupée automatique, à partir d'une pompe à huile séparée. L'allumage du moteur électrique principal et l'allumage de la pompe à huile sont interverrouillés, ce qui élimine la possibilité que la tête de broche fonctionne sans lubrification.
Alimentation en liquide de refroidissement l'entrée dans la zone de coupe est effectuée par une pompe électrique, qui est mise en marche selon les besoins à partir d'un interrupteur séparé.
Inverser le mouvement principal de la machine- électrique. La rotation de la broche est freinée par le contre-courant du moteur électrique.
Le moteur électrique à haut glissement utilisé sur la machine assure une augmentation de la fréquence d'inversion lors de la coupe des filetages.
Les capacités de production de la machine sont considérablement étendues grâce à un certain nombre d'accessoires supplémentaires inclus avec la machine sur commande spéciale moyennant un coût supplémentaire.
La machine offre une grande précision sous réserve des points suivants :
- N'installez pas la machine à proximité de machines à percussion ou de machines provoquant des vibrations externes.
- La machine doit être installée dans une pièce propre et lumineuse, tout en étant protégée des rayons directs du soleil.
- N'installez pas la machine à proximité d'appareils de chauffage.
- La température ambiante doit être maintenue entre 18 et 20°C.
Dimensions de l'espace de travail et des embases de liaison du tour de décolletage 1E61MT

Dimensions de l'espace de travail du tour 1e61m

1E61MT Vue générale du modèle de tour à décolleter universel


Photo du tour à décolleter 1e61mt

Photo du tour à décolleter 1e61mt

Photo du tour à décolleter 1e61mt
1E61MT Localisation des principaux composants et commandes de la machine

Emplacement des commandes de la machine 1e61mt
Liste des commandes du tour 1E61MT
- Allumer la pompe à huile électrique et se connecter à une alimentation externe
- Mise en marche de l'électropompe à émulsion
- Stop pour démarrer, arrêter et inverser la broche
- Changement de vitesse de broche
- Activation du remplacement de la poupée
- Filet et mécanisme pour multiplier par huit le pas de filetage
- Changement de vitesse à cône Norton
- Inclusion de filetages métriques et modulaires, impériaux et à pas ou de précision
- Mécanisme multiplicateur d'avances ou de pas de filetage
- Allumer la vis mère ou l'arbre principal
- Volant pour le déplacement longitudinal manuel du chariot
- Déplacer le toboggan croisé
- Déplacement du coulisseau supérieur de l'étrier
- Fixation de la tête de coupe
- Activation des avances longitudinales ou transversales
- Enclenchement de l'écrou de la vis mère
- Allumer et éteindre le ver qui tombe
- Fixation du chariot support au châssis
- Fixation de la contre-pointe au châssis
- Déplacer la plume de la poupée mobile
- Fixation de la poupée mobile
- Déplacement transversal du carter de poupée mobile
- Arrêt automatique pour avance longitudinale
- Arrêt automatique de l'alimentation croisée
- Fixation rigide de l'écrou de la vis mère
- Allumer l'éclairage local
- Retrait rapide de la fraise de la pièce
1E61MT Schéma cinématique d'un tour à décolleter

Schéma cinématique d'un tour à décolleter 1e61mt
1E61MT Emplacement des poignées de commande de boîte de vitesses

Emplacement des poignées de commande de boîte de vitesses 1e61mt
Objectif des poignées de commande de la boîte de vitesses du tour
- Poignée conique Norton
- Guitare
- Poupée
- Filetages en pouces et au pas
- Filetages métriques et modulaires
- Fils précis
- Poignée d'alimentation multiplicateur
- Rouleau
- Vis mère
- Pommeau de levier de vitesse
- Bouton de réglage
1E61MT Schéma de réglage de guitare pour tour à décolleter 1E61MT

Schéma d'accordage de guitare pour tour 1e61mt
Schéma d'accordage de guitare d'un tour
- a) Accorder la guitare pour des filetages précis, normaux, métriques et modulaires
- b) Accorder la guitare pour les filetages normaux, en pouces et en pitch
1E61MT Poupée de tour à décolleter

Poupée de tour à décolleter 1e61mt
Caractéristiques du démontage et du montage de la machine 1E61MT lors de la réparation
Lors du démontage de la machine pour des réparations ou pour d'autres raisons, faites attention aux points suivants :
- Débranchez la machine de la prise électrique avant de la démonter.
- débrancher l'injection 3 et vidanger 13 tubes du système d'huile (Fig. 21)
Avant retirer la tête de broche de la machine dont vous avez besoin :
- retirer les courroies trapézoïdales de la poulie de boîte de vitesses
- dévissez les quatre boulons Ml4 fixant la poupée mobile au banc (deux boulons sont situés à l'intérieur du boîtier à l'arrière de la poupée)
- retirer la poupée du lit
Pour dépose des courroies trapézoïdales Pour retirer la poupée, vous devez retirer l'axe de la poupée, puis le moyeu avec la poulie posée dessus.
Pour retirer la broche 1 du corps de la poupée, il est nécessaire de retirer le capot supérieur 24, les capots arrière 12, 13 et la bride avant 2. Avec le capot arrière, retirer l'arbre de filet 8. Dévisser l'écrou 10 de l'extrémité de la broche , desserrez d'abord la vis 11. Desserrez ensuite l'écrou 3, et avec l'écrou 23 en vissant sur la douille 25, desserrez le liner 26, augmentant ainsi l'écart entre la broche et le liner. Faites de même avec le palier lisse arrière. Dévissez ensuite les vis de blocage des engrenages à filet 15 et de l'engrenage 4. Ensuite, à l'aide d'un marteau en plomb, faites tomber la broche à coups doux.
Pour retirer la poulie avec moyeu Depuis le boîtier de la poupée, vous devez retirer la bride arrière 14, desserrer la vis de verrouillage 6 et dévisser l'écrou 7, puis retirer le filet 9. Ensuite, vous devez desserrer la vis de verrouillage 20, dévisser l'écrou 21, desserrer l'ensemble vis 19 et 16. Après cela, frappez l'extrémité du pignon sélecteur 22 pour faire tomber le moyeu 18 avec la poulie 17.
Retirez le tuyau de vidange en caoutchouc 5 et retirez les courroies trapézoïdales. Le remontage de la poupée s'effectuera dans l'ordre inverse.
Le démontage des composants restants de la machine, en raison de la clarté du démontage, ne nécessite pas d'explication.
Équipement électrique de la machine

Circuit électrique du tour 1e61mt
La machine est équipée de 3 moteurs électriques asynchrones triphasés à cage d'écureuil pour tension 220/380 V :
- D1 - moteur électrique principal type AOS 51/4, version Shch-2, puissance 4,5 kW, 1335 tr/min
- D2 - pompe de lubrification électrique type PA-22 d'une puissance de 0,125 kW, 2800 tr/min
- D3 - pompe électrique d'alimentation en liquide de refroidissement type PA-22 d'une puissance de 0,125 kW, 2800 tr/min
L'équipement électrique de la machine est monté sous une tension de 380 V.
Si nécessaire, une machine dotée d'un équipement électrique pour une tension de 220 V ne peut être réalisée que sur commande spéciale.
1E61 Tour à décolleter de haute précision. Vidéo.
Principales caractéristiques techniques du tour 1E61MT
| Le nom du paramètre | 1E61MT | 13h61 | UT61PM |
|---|---|---|---|
| Paramètres de base de la machine | |||
| Classe de précision selon GOST 8-82 | DANS | P. | P. |
| Le plus grand diamètre de la pièce traitée au-dessus du lit, mm | 320 | 320 | 320 |
| Le plus grand diamètre de la pièce traitée au-dessus du support, mm | 188 | 170 | 170 |
| Longueur maximale de la pièce RMC installée, mm | 710 | 710 | 750 |
| La plus grande distance de l'axe des centres au bord du porte-outil, mm | 185 | 175 | 175 |
| Distance de l'axe de la broche aux guides du lit (hauteur des centres), mm | 170 | 175 | 175 |
| Broche | |||
| Diamètre du trou de broche, mm | 32,5 | 30 | 32 |
| Diamètre de la tige passant par le trou de la broche, mm | 32 | 25 | |
| Vitesse de broche, tr/min | 35..1600 | 35,5..1800 | 40..2000 |
| Nombre de vitesses de broche avant/arrière | 12 | 18 | 18 |
| Centre dans la broche selon GOST 13214-67 | Morse 5 | Morse 5 | Morse 5 |
| Extrémité de broche selon GOST 12595-72 | 5K | 5K | |
| Freinage de broche | Il y a | Il y a | Il y a |
| Verrouillage de broche | Il y a | Il y a | Il y a |
| Protection contre les surcharges de broche | Il y a | Il y a | Il y a |
| Soumissions | |||
| Longueur de course maximale du support (chariot) - mouvement longitudinal, mm | 640 | 710 | 710 |
| Mouvement latéral maximum de l'étrier, mm | 200 | 230 | 230 |
| Mouvement longitudinal de l'étrier par division du cadran, mm | 0,2 | 0,1 | 0,1 |
| Mouvement transversal de l'étrier par division du cadran, mm | 0,02 | 0,02 | 0,02 |
| Mouvement maximum du support supérieur (glissière de coupe), mm | 140 | 140 | 140 |
| Mouvement de l'étrier supérieur d'une division du cadran, mm | 0,02 | 0,02 | 0,02 |
| Nombre d'avances des étriers longitudinaux/transversaux | 21 | 40 | |
| Limites des avances longitudinales, mm | 0,04..6 | 0,018..1,1 | 0,018..1,1 |
| Limites d'avance transversale, mm | 0,012..1,87 | 0,01..0,625 | 0,01..0,625 |
| Nombre de fils métriques à couper, mm | 22 | 35 | |
| Nombre de filetages modulaires coupés, mm | 19 | 31 | |
| Nombre de fils coupés en pouces, mm | 15 | 26 | |
| Limites des pas de filetage métriques, mm | 0,35..12 | 0,1..56 | 0,1..56 |
| Limites des pas de filetage modulaires, module | 0,3..6 | 0,1..28 | 0,1..28 |
| Limites des pas des filetages en pouces, filetages/pouce | 20..3,0 | 30..3,0 | 60..3,0 |
| Vitesse des mouvements rapides longitudinaux/transversaux, m/min | Non | Non | Non |
| Hauteur de la fraise installée dans le porte-outil, mm | 20 | 20 | 20 |
| Contre-pointe | |||
| Mouvement maximum de la plume, mm | 100 | 100 | 100 |
| Prix de division du cadran de la poupée mobile, mm | 1 | 0,05 | 0,05 |
| Centre en plume selon GOST 12595-72 | Morse 3 | Morse 3 | Morse 3 |
| Déplacement transversal de la poupée mobile, mm | ±5 | ±5 | ±5 |
| Diamètre de perçage lors du perçage de l'acier, mm | 12 | ||
| Diamètre de perçage lors du perçage de la fonte, mm | 15 | ||
| Équipement électrique de la machine | |||
| Nombre de moteurs électriques sur la machine | 3 | 3 | 4 |
| Puissance du moteur électrique d'entraînement principal, kW | 4,5 | 2,7/ 4,4 | 3,2/ 5,3 |
| Puissance du moteur électrique de la pompe de refroidissement, kW | 0,125 | 0,12 | 0,12 |
| Puissance du moteur électrique de la pompe de lubrification, kW | 0,125 | 0,08 | 0,09 |
| Puissance du moteur du ventilateur, kW | Non | Non | 0,18 |
| Dimensions et poids de la machine | |||
| Dimensions de la machine (longueur largeur hauteur), mm | 2191x930x1500 | 2290x1150x1365 | 2110 x 1050 x 1395 |
| Poids de la machine, kg | 1650 | 1670 | 1810 |
La série télévisée sur les unités de tournage se compose de machines universelles qui, à l'époque soviétique, étaient largement utilisées dans les établissements d'enseignement polytechniques et les écoles. Il s’agit d’un équipement durable et sans prétention que l’on trouve aujourd’hui en service.
Cet article présente les tours de la série TV-x, nous considérerons des modèles tels que TV-4 « Shkolnik », TV-6, TV-7 et TV-16. Leurs caractéristiques techniques, leurs caractéristiques de conception seront étudiées, ainsi que des conseils sur l'exploitation et la maintenance des unités seront donnés.
1 Conception de tours TV
Les tours à décolleter TV sont classés comme matériel pédagogique. Ces unités sont capables d'effectuer les types d'opérations technologiques suivants :
- ennuyeux et rainuré ;
- couper les extrémités ;
- segment;
- formation de fils métriques;
- perçage, fraisage.

Tous les appareils TV ont une disposition similaire ; ils se composent des composants principaux suivants :
- Socles avant et arrière (en forme de U), qui servent de surfaces d'appui sur lesquelles est fixé le banc de la machine. Une résistance mécanique supplémentaire est donnée aux plots par des raidisseurs longitudinaux et transversaux.
- Lit - tous les éléments structurels de la machine y sont fixés. Il est en forme de caisson et équipé de deux guides dont l'avant déplace le chariot et l'arrière duquel déplace la contre-pointe.
- Contre-pointe - fixée sur le côté gauche-droit du banc, les parties arrière des pièces longues ou des outils de travail (perceuses, alésoirs, fraises) y sont fixées.
- Un moteur électrique et une boîte d'alimentation qui transmet la rotation de la broche à l'arbre de roulement de la machine. Les machines des séries TV sont équipées d'un boîtier de courroie trapézoïdale.
- La poupée est la principale partie active de la machine, qui abrite une broche et une unité de fixation qui fixe la pièce et lui transmet la rotation de l'entraînement.
- Le support, la fraise et le porte-outil sont les mécanismes par lesquels la pièce fixée dans les poupées est traitée. Le support est un mécanisme permettant de déplacer le couteau vers une position donnée.
Le circuit électrique des téléviseurs est extrêmement simple. Les unités sont équipées des équipements suivants - un moteur électrique asynchrone (alimenté par un courant triphasé), un démarreur magnétique, des fusibles et un panneau électrique sur lequel se trouvent l'interrupteur du moteur et les boutons de commande de l'éclairage de la zone de travail.
La présence d'un démarreur magnétique distinguait les téléviseurs des analogues de l'époque. Le démarreur est un système qui empêche la mise en marche de la machine après une panne de courant, ce qui augmente considérablement la sécurité de fonctionnement de l'équipement.
Tour 1.1 TV-4 - expérience d'exploitation (vidéo)
2 Examen des machines TV - différences, caractéristiques techniques
Le premier modèle produit en série fut le TV-2. Cette unité dispose de trois avances et est capable de couper trois types de fils. Le TV-2 a été fabriqué en deux modifications - de grande taille (avec un couvercle de poupée moulé) et compact, avec un couvercle estampé.

Caractéristiques techniques du TV-2 :
- hauteur des centres - 100 mm;
- course de l'étrier : longitudinal - 250, transversal - 100 mm ;
- classe de broche - KM2, diamètre du trou - 15 mm.
L'unité TV-2 était équipée d'un entraînement électrique de 500 W avec une vitesse de broche de 900 tr/min.

Un modèle plus moderne était le tour à décolleter TV-4 modernisé, qui avait un design identique à la version compacte du TV-2, mais différait en termes de caractéristiques techniques. Le tour TV-4 est encore produit à notre époque, ce modèle est fourni sur le marché par l'usine d'équipement industriel MASGO (Rostov).
Tour à décolleter TV-4 - caractéristiques techniques :
- hauteur des centres - 108 mm, distance entre les centres - 350 mm ;
- diamètre de traitement au-dessus du support - 100 mm;
- course de l'étrier : longitudinal - 300, transversal - 100 mm ;
- classe de broche - KM2, diamètre du trou - 16 mm.
Le TV-4 diffère de son prédécesseur en ce que la puissance du moteur est passée à 600 W et la vitesse maximale de la broche a augmenté à 1 500 tr/min. Au total, 6 vitesses fixes sont proposées - à 710, 500, 375, 230, 160 et 120 tr/min.
A lire aussi : caractéristiques techniques, fonctionnement, réglage et réparation des tours à décolleter.

La modification suivante, dont la production a commencé en 1970, était le tour à décolleter TV-6. Cette unité est une copie presque complète du TV-4, à l'exception de petits détails - poignées allongées en carbolite et présence d'un panneau électrique sur le support droit, alors que dans le TV-4 il n'y avait pas de panneau électrique, et le les interrupteurs et les démarreurs étaient situés dans une boîte métallique située au-dessus du moteur. Les caractéristiques techniques du TV-6 ont subi des modifications minimes - la puissance d'entraînement a augmenté à 1,1 kW et la vitesse de broche a diminué à 1 410 tr/min.

Le tour TV-7 présente de sérieuses différences par rapport à la 6ème version de l'unité de tournage. Il a supprimé 2 poignées sur la poupée - vous devez changer de vitesse en changeant la position de la courroie et étendu les fonctionnalités de l'appareil, la machine a pu fabriquer 6 types de fils et a acquis trois étapes d'alimentation supplémentaires.
Caractéristiques:
- hauteur des centres - 120 mm, distance entre les centres - 330 mm ;
- diamètre de traitement au-dessus du support - 100 mm;
- course de l'étrier : longitudinal - 300, transversal - 110 mm ;
- flux : 0,1, 0,12, 0,16, 0,2, 0,24, 0,32.
La puissance d'entraînement est restée inchangée - 1,1 W, mais la vitesse a diminué à 920 tr/min. Aujourd'hui, une modification améliorée est en cours de production - la machine TV 7M, avec une vitesse de rotation de 1410 tr/min.

La version la plus courante de l'équipement de la série télévisée était le tour à décolleter TV16, qui appartient à l'unité tchécoslovaque TOS MN-80. La seule différence entre eux résidait dans les douilles de montage dans le porte-outil - l'original avait des trous carrés, tandis que l'analogue domestique avait des rainures standard.
Le tour TV-16 présente les caractéristiques suivantes :
- hauteur des centres - 90 mm, distance entre les centres - 330 mm ;
- diamètre de traitement au-dessus de l'étrier - 160 mm;
- course de l'étrier : longitudinal - 260, transversal - 100 mm ;
- classe de broche - KM3, diamètre du trou - 18 mm;
- avances : de 0,01 à 0,5 (19 positions).
Aujourd'hui, ce modèle n'est pas produit, vous pouvez trouver des unités d'occasion en vente pour 30 000 à 40 000 roubles ou sélectionner de nouvelles machines correspondant aux caractéristiques.
La production de tours à décolleter universels de la série IT-1M a été réalisée par l'usine de machines-outils d'Ivanovo, dans la région de Lougansk. Ce type d'équipement est conçu pour effectuer une large gamme de travaux de tournage. Pour vous familiariser avec ses caractéristiques et ses capacités, vous devez étudier la disposition du modèle.
Conception et caractéristiques de la machine
L'objectif principal du modèle IT-1M est d'effectuer le tournage d'une pièce fixée dans un mandrin, une plaque frontale ou des centres. L'unité de coupe de vis a une disposition classique, se distingue par des commandes intuitives et une fiabilité.
Pour augmenter les fonctionnalités, le fabricant propose un certain nombre d'appareils supplémentaires. Avec leur aide, vous pouvez fraiser les surfaces des pièces, percer, former des rainures de clavette et aléser. Il faut cependant tenir compte du fait que le modèle IT-1M est destiné aux opérations de tournage.
Les caractéristiques de conception de l'équipement sont les suivantes :
- lit rigide. Pour sa fabrication, on utilise de la fonte, le corps est formé par coulée. Pour augmenter la stabilité, il y a des nervures de renforcement ;
- guides au sol. Ils ont une forme prismatique, qui contribue au bon fonctionnement du chariot et de la contre-pointe ;
- conception améliorée du support de broche. Il contient un roulement à rouleaux à double rangée, doté d'un jeu réglable ;
- présence d'un évidement dans le cadre. Grâce à cela, il est possible de traiter des produits de grand diamètre.
Si les mâchoires dépassent la section extérieure du mandrin, une protection spéciale doit être utilisée. Il convient également de noter l'emplacement idéal de la pompe à piston du système de lubrification dans la machine IT-1M. Il est situé dans le boîtier de poupée.
Lors de l'activation de la fonction longitudinale, une pince doit être utilisée. Grâce à cela, la qualité du traitement des produits est améliorée et la complexité du processus est réduite.
Spécifications techniques

Étant donné que la machine de la série IT-1M appartient à la catégorie des équipements professionnels, ses paramètres de fonctionnement doivent être examinés plus en détail. Pour ce faire, il est recommandé de lire le passeport et d'étudier également les caractéristiques réelles du modèle.
Initialement, l'équipement a été conçu pour être utilisé dans des espaces réduits. Par conséquent, ses dimensions sont assez petites et s'élèvent à 216,5 * 96 * 150 cm, mais la masse relativement importante de 1 140 kg contribue à accroître la stabilité de la structure lors du traitement de pièces de grand diamètre. Dans le même temps, la possibilité d'utiliser des fraises en aciers spéciaux est envisagée individuellement pour chaque cas.
Le tour IT-1M présente les caractéristiques techniques suivantes :
- dimensions maximales autorisées de la pièce. Lorsqu'il est fixé au cadre - jusqu'à 40 cm. Pour la fixation au-dessus du support, ce paramètre ne peut pas dépasser 22,5 cm. Si un évidement est utilisé, la limite est jusqu'à 55 cm ;
- la longueur de la pièce varie de 100 à 140 cm ;
- La tête de broche a un trou traversant d'un diamètre de 38 mm. Dans le même temps, une tige d'une section allant jusqu'à 36 mm peut y être insérée ;
- nombre d'étapes de commutation des vitesses de rotation de la broche – 12 ;
- vitesse de rotation de la tête de travail – de 18 à 1250 tr/min ;
- le chariot a une course de 90 à 130 cm ;
- course d'appui de la machine IT-1M – jusqu'à 23,5 cm ;
- les avances longitudinales ont 50 pieds ;
- Le déplacement de la plume de la poupée mobile peut atteindre 9 cm.
La puissance du moteur électrique d'entraînement principal est de 3 kW. Le même paramètre de la pompe à piston est de 0,12 kW. Le modèle IT-1M dispose d'une protection contre les surcharges lors du déplacement longitudinal, ainsi que d'un mécanisme de verrouillage de la poignée.
La vidéo montre un exemple de fonctionnement d'un équipement connecté à un réseau 220 V :
Caractéristiques des machines IT-1M
IT-1M – Tour à décolleter

Caractéristiques:
Les machines modèles It-1m sont conçues pour effectuer diverses opérations de tournage et de coupe dans un mandrin. sur la façade et au centre. La machine effectue le tournage, l'alésage, le détourage, le perçage et la découpe de filetages métriques, en pouces, modulaires et à pas.
Classe de précision selon GOST 8-82E N
Le plus grand diamètre de la pièce à traiter, mm :
— au dessus du lit 400
— au-dessus de l'évidement 550
— au-dessus de l'étrier 225
Longueur maximale de la pièce traitée (RMC), mm 1000, 1400
Longueur maximale de traitement dans une niche, mm 300
Centre dans la broche selon GOST 13214-79 Morse 5AT8
Extrémité de broche selon GOST 12593-72 6K
Diamètre de la tige passant par le trou de la broche, mm 36
hauteur de la fraise installée dans le porte-outil, mm 25
Nombre de vitesses de broche 12
Limites de vitesse de broche, min-1 28. 1250
Nombre d'avances longitudinales / transversales 50 / 50
Limites d'avance, mm/tour :
— longitudinal 0,05. 6.0
— transversalement 0,025. 3.0
Pas de filetage:
— métrique, mm 0,25. 112
— modulaire, module 0,25. 56
- pouce, fils par pouce 56,1
— pas, pas 56. 1
Dimensions hors tout de la machine, mm :
— longueur (correspond à RMC) 2165, 2585
— largeur 960
— hauteur 1500
Poids de la machine sans accessoires ni appareils (correspond à RMC), kg. 1140, 1330
Tour à décolleter IT-1M
Le tour IT 1M est un équipement de travail des métaux léger et universel qui constitue une modification compacte de l'unité stationnaire IT-1GM. Cette machine correspond à la classe de précision « H9raquo ; conformément aux dispositions de GOST n° 8-82E.

Dans l'article, nous examinerons l'objectif et la fonctionnalité du tour IT1M, étudierons sa conception et ses caractéristiques techniques, et présenterons également les avis de personnes expérimentées dans l'utilisation de cet équipement.
1 Objectif, fonctionnalité
L'IT-1M a été produit à l'usine de machines-outils d'Ivanovo de 1970 à 1995. Il s’agit d’un équipement très répandu à l’époque soviétique et que l’on trouve encore en production aujourd’hui. Cette unité est capable d'effectuer les opérations technologiques suivantes :
- tournant;
- ennuyeux;
- forage;
- garniture;
- filetage (pas, modulaire, pouces métriques).
La machine est capable d'effectuer des travaux de tournage et de décolletage dans trois positions : sur le mandrin, au centre et sur la plaque frontale. Il est utilisé pour le fraisage de rainures, le meulage externe et interne et l'alésage des structures de carrosserie. La machine possède deux mouvements de formage : le premier est le mouvement de rotation de la pièce, le second est le mouvement de translation de l'outil de travail.

Parmi les traits caractéristiques du modèle IT-1M, nous soulignons :
- forme plate des guides, en acier trempé avec surface polie, qui garantit une rigidité structurelle et un frottement minimal lors du déplacement des unités de travail ;
- cadre en forme de caisson avec raidisseurs transversaux internes ;
- la présence de 12 modes de vitesse de broche, situés à l'intérieur de la poupée, ce qui élimine la possibilité de dommages mécaniques à l'unité ;
- supports réglables - celui avant est monté sur roulements à rouleaux à double rangée, celui arrière - sur roulements radiaux ;
- la présence d'un système d'alimentation automatique en liquide de refroidissement et d'un entraînement auxiliaire pour la pompe à piston ;
- la possibilité d'ajuster la position transversale de la contre-pointe, ce qui permet de rectifier des structures à faible conicité ;
- Le lit est équipé d'une prise de montage pour l'installation d'un pont de support qui, lorsqu'il est équipé de la machine, peut traiter des pièces d'un diamètre allant jusqu'à 550 mm.
IT-1M est un modèle léger d'équipement de tournage, conçu pour être utilisé dans les ateliers mobiles. Le poids de cette unité n'est que de 1140 kg, elle peut fonctionner à partir d'un générateur connecté à un moteur de voiture.
au menu
1.1 Tour à décolleter IT-1M en fonctionnement (vidéo)
1.2 Caractéristiques de conception
Le tour à décolleter IT-1M se compose des unités structurelles suivantes :
- Socles de support.
- Boîte de vitesses.
- Poupée.
- Panneau de commande de l'équipement électrique.
- Limiteur de mandrin.
- Étrier.
- Contre-pointe.
- Tablier.
- Châssis porteur.
- Boîte de vitesses.
- Système d'alimentation en liquide de refroidissement.
- Armoire avec équipement électrique.

Schéma de la machine IT-1M
Les dimensions de l'unité sont de 216 * 150 * 96 cm. La machine est équipée de deux moteurs électriques indépendants : X14-22M - entraîne la pompe de liquide de refroidissement à piston (puissance 120 W) et le moteur principal - 4AM100S4, d'une puissance de 3000 W , délivrant jusqu'à 1410 tours de broche par minute.
Les moteurs et tous les équipements électriques sont capables de fonctionner à partir de réseaux 220 et 380V. La tension de fonctionnement est sélectionnée à l'aide d'un commutateur à paquet de cames monté dans le panneau de commande (n° 4). La télécommande contient également des interrupteurs pour l'éclairage de la zone de travail, la pompe à liquide de refroidissement et l'interrupteur d'entraînement principal. Le système de refroidissement de la machine est représenté par des tuyaux d'alimentation et une pompe à piston située à l'intérieur d'un réservoir de liquide de refroidissement. Le réservoir lui-même est situé dans le socle de support droit.
La contre-pointe de l'IT-1M est installée sur des guides le long desquels la structure se déplace. Après installation dans la position souhaitée, la poupée est fixée avec un écrou de support. Le volant est responsable du déplacement de la plume ; il possède une échelle millimétrique pour contrôler le niveau d’extension de la plume.
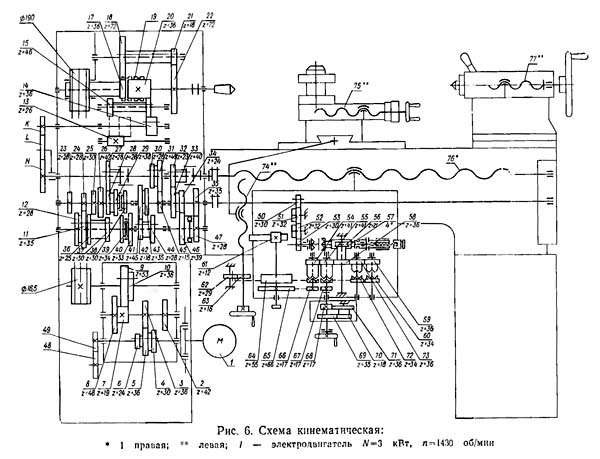
Schéma cinématique de la machine
Le support de ce mécanisme se compose des parties suivantes :
- diapositives (longitudinales et transversales);
- le chariot;
- porte-outil de type rotatif.
Le mouvement de travail est transmis par la chaîne moteur - boîte de vitesses, arbre d'alimentation - étrier, tandis que la poignée de la vis de commande est bloquée par l'embrayage immédiatement après l'activation de l'arbre d'entraînement, ce qui ne permet pas à l'arbre et à la vis d'être dans un état actif en même temps. Cela garantit la sécurité des opérateurs.
au menu
2 Spécifications techniques
Considérons les caractéristiques techniques du modèle IT-1M, en commençant par ses paramètres généraux :
- classe de précision (conformément à GOST n° 8-82) - N ;
- diamètre de traitement au-dessus de la statine - jusqu'à 400 mm ;
- diamètre d'usinage au-dessus de l'étrier - 225 mm ;
- diamètre de traitement au-dessus de l'évidement du lit - 550 mm;
- La longueur maximale des pièces peut aller jusqu'à 1400 mm.
- diamètre du trou traversant - 38 mm;
- diamètre de la tige - 36 mm ;
- nombre de modes de vitesse de rotation - 12 pièces (y compris marche arrière);
- vitesse de rotation - de 18 à 1260 tr/min ;
- type de cône interne - Morse-5 ;
- classe de cône de broche (conformément à GOST n° 12593) - 6K ;
- La fonction de freinage de broche est fournie.

Circuit électrique IT-1GM
- longueur de course maximale du chariot - 1300 mm ;
- course transversale de l'étrier - jusqu'à 235 mm ;
- nombre d'avances : longitudinale - 50, transversale - 50 ;
- limites d'avance : longitudinale - de 0,05 à 6, transversale - de 0,025 à 3 mm/tr.
La machine est équipée d'une contre-pointe avec un cône Morse interne 4. La puissance de l'entraînement électrique principal est de 3000 W, la puissance de l'entraînement de la pompe de refroidissement est de 120 W. Le poids de l'unité est de 1140 kg.
au menu
2.1 Problèmes avec la broche et les fonctionnalités de réparation
Le tour à décolleter IT-1M est représenté sur le marché secondaire par des modèles produits dans les années 80-90, qui ont passé une partie considérable de leur durée de vie. Dans de telles unités, la broche se fait souvent sentir lorsqu'elle tombe en panne en raison de l'usure des tourillons, du cône et des trous d'extrémité.
En cas d'usure, le manche doit être affûté, meulé et poli à la pâte GOI. S'il n'y a pas d'équipement de meulage, le tourillon est traité sur une unité de tournage à l'aide d'une fraise à ressort - vous devez retirer la couche de papier de verre la plus fine, puis polir la surface de la broche avec de la pâte. Si ces opérations ont déjà été effectuées et qu'une réduction supplémentaire du diamètre de la broche est inacceptable, l'unité doit être remplacée.
Les problèmes de cône de broche sont souvent causés par le fait que l'opérateur de la machine ne prête pas suffisamment attention au dégagement du cône obstrué, ce qui fait perdre au siège sa forme d'origine. La configuration conique peut également être endommagée en raison du glissement de la tige de l'outil de tournage.

Ensemble de broche IT-1M démonté
La taille du cône est vérifiée à l'aide d'un calibre, il doit d'abord être nettoyé avec du papier de verre et meulé. Si le contrôle indique une forme incorrecte du siège, il est recommandé de le percer sous le manchon adaptateur et de former un cône interne de configuration standard dans le manchon lui-même.
L'alésage lui-même doit être effectué après le rodage des roulements de broche. Vous devrez les serrer et vérifier le faux-rond, après quoi vous devrez vous assurer que la broche répond à la norme de précision GOST. Si la structure est dans un état satisfaisant, vous pouvez démonter le mandrin qui dépasse et commencer à percer le cône.
L'alésage est réalisé comme suit. Le couteau ajusté en hauteur est installé au centre du trou de montage, puis l'angle d'inclinaison du coulisseau du couteau est ajusté. Ensuite, la surface du cône est recouverte de térébenthine ou de tout autre lubrifiant et le perçage commence. Une fois le perçage terminé, la surface du cône est meulée et polie.
au menu
2.2 Commentaires
Nous attirons votre attention sur les avis sur le tour à décolleter IT-1M rédigés par les propriétaires de cet équipement.
V.S. Prokhorov, 59 ans :
J'ai travaillé la moitié de ma vie sur cette machine à l'usine. Il s'agit d'une unité durable et fiable, qui n'a pas d'analogue parmi les équipements modernes. La machine permet de traiter des pièces en métal de toute dureté, y compris l'acier trempé.
P. L. Bichurin, 37 ans :
Bien sûr, en termes d'ergonomie, de productivité et de fonctionnalité, l'IT-1M est inférieure aux machines modernes, mais si vous recherchez une machine de production sans problème et sans prétention, c'est le meilleur choix. L'atelier de métallurgie lui-même en possède deux, d'excellents chevaux de trait.
IT-1M – tour à décolleter léger pour ateliers mobiles
Cintreuse manuelle TR et autres marques - nous considérons les types de cet appareil 
Dans cet article, nous examinerons diverses cintreuses mécaniques qui peuvent être utilisées à la main, en utilisant uniquement le muscle.
Types de machines à souder - aperçu des modèles populaires 
L'article vous indiquera quels équipements spéciaux il est judicieux d'acheter si vous envisagez d'effectuer des travaux.
Machine à scie à ruban (scies à ruban)
Métaux et alliages non ferreux
Aciers et alliages de construction
IT-1M, IT-1GM Tour à décolleter universel léger
schémas, description, caractéristiques
Des tours de décolletage universels IT-1M, IT-1GM ont été produits dans l'entreprise Usine de machines-outils d'Ivanovo dans le village d'Ivanovka, région de Lougansk (anciennement Voroshilovograd) en Ukraine.
Tours à décolleter. informations générales
Les tours sont divisés en universels et spécialisés. Les machines universelles sont conçues pour effectuer une grande variété d'opérations : traitement de surfaces cylindriques externes et internes, coniques, façonnées et d'extrémité ; couper des filetages externes et internes ; couper, percer, fraiser et aléser des trous. Les machines spécialisées effectuent une gamme d'opérations plus restreinte, par exemple le tournage d'arbres lisses et étagés, de rouleaux roulants, d'essieux d'essieux ferroviaires, de divers types d'accouplements, de tuyaux, etc. Les machines universelles sont divisées en tours de décolletage et de tournage. Les tours sont conçus pour effectuer toutes les opérations de tournage, à l'exception du filetage avec des fraises.
Notre industrie produit différents modèles de tours et de tours à décolleter - du modèle de table au modèle robuste. Le plus grand diamètre de la surface usinée sur les machines soviétiques varie de 85 à 5 000 mm, avec une longueur de pièce de 125 à 24 000 mm. Certains tours à décolleter sont équipés de dispositifs de copie, qui permettent de traiter des contours complexes sans fraises de forme spéciale ni outil d'alésage combiné, et simplifient également considérablement la configuration et le réglage des machines.

Schéma fonctionnel d'un tour à décolleter
- mouvement de rotation de la pièce (B 1) le long de la chaîne : moteur électrique 1 - broche 2 avec maillon de réglage i v
- mouvement de translation de l'outil (P 1 et P 2) le long de la chaîne : broche 2 - arbre menant 4 (en tournage) ou broche - vis mère 3 (lors du filetage) avec maillons de réglage i v et i kp

Principales dimensions d'un tour à décolleter
Le paramètre principal d'un tour à décolleter est le plus grand diamètre D de la pièce en cours de traitement au-dessus du lit. L'écart entre le plan horizontal des guides et le diamètre de la pièce D ne dépasse pas 0,04D. Le diamètre D est approximativement égal à deux fois la hauteur des centres de machine.
GOST 440-57 prévoit une gamme de tailles de tours à décolleter avec des valeurs D de 100 à 6300 mm, construits selon la loi de progression géométrique avec le dénominateur φ = 1,26 (avec de légers arrondis).
Un autre paramètre principal de la machine est la plus grande distance entre ses centres, qui détermine la plus grande longueur de la pièce. Il est déterminé lorsque la contre-pointe est déplacée (sans accrocher aux guides) vers la position extrême droite. Les machines avec le même plus grand diamètre de la pièce à traiter peuvent avoir des distances centre à centre différentes dans les limites prévues par GOST 440-57. Par exemple, les machines avec un plus grand diamètre de pièce de 400 mm sont fabriquées avec la plus grande distance entre les centres de 700, 1 000 et 1 400 mm. Pour la plupart des tours à usage intensif, la plus grande distance entre les centres n'est pas réglementée.
Une dimension importante de la machine est également le plus grand diamètre de la pièce à usiner au-dessus du support D1. Il ne doit pas être inférieur à celui prévu dans GOST 440-57.
En plus de ces paramètres de base des tours à décolleter, GOST 440-57 établit le nombre maximum de tours de broche, le diamètre maximum de la tige passant à travers le trou de broche, la taille du centre de la broche (numéro de cône Morse ou métrique), la hauteur maximale de coupe et le poids maximum autorisé de la machine (sans équipement électrique).
Type de tours à décolleter
L'industrie des machines-outils produit des tours à décolleter dont le plus grand diamètre de pièce à usiner est compris entre 160 et 1 250 mm et la plus grande distance entre les centres jusqu'à 12 500 mm.
IT-1M, IT-1GM Tour à décolleter universel. Objectif, portée.
Les tours de décolletage légers spécialisés, modèles IT-1M, IT-1GM, sont conçus pour effectuer une variété de travaux de tournage et de décolletage dans le mandrin, sur la rondelle et dans les centres.
La machine effectue le tournage, l'alésage, le détourage, le perçage et la découpe de filetages métriques, en pouces, modulaires et à pas.
Si les machines disposent de dispositifs spéciaux, il est possible de fraiser des plans, des rainures de clavette et autres rainures, de percer de petites pièces de carrosserie et de meuler l'extérieur et l'intérieur.
Le modèle IT-1M est destiné à être utilisé dans les ateliers de réparation mobiles, le modèle IT-1GM est une machine stationnaire.
L'alimentation électrique de la machine IT-1M est fournie par un générateur entraîné par le moteur de la voiture via la transmission.
La classe de précision des machines est N selon GOST 8-82E.
Caractéristiques de conception du tour IT-1M, IT-1GM
Le bâti de la machine est en fonte, en forme de caisson avec des nervures transversales. Pour permettre le traitement de produits d'un diamètre allant jusqu'à 550 mm, le cadre comporte un évidement dans lequel un pont est inséré.
Deux guides prismatiques et deux guides plats sont traités thermiquement puis meulés.
La poupée contient un ensemble broche, un maillon d'augmentation de pas, un filetage et une marche arrière, ainsi qu'un entraînement pour le mouvement des engrenages remplaçables et une boîte d'alimentation.
Les supports de broches sont équipés : d'un roulement à rouleaux à double rangée à jeu radial réglable à l'avant, et d'un roulement à billes radial à l'arrière.
La broche a douze vitesses de rotation.
La poupée arrière se déplace le long des guides du cadre.
Pour faire tourner des surfaces coniques avec une petite conicité, le corps de la poupée mobile est décalé transversalement par rapport à l'axe de la machine dans les deux sens le long de la dent de guidage.
La boîte d'alimentation reçoit le mouvement de la poupée mobile de la machine via des engrenages remplaçables et permet de couper des filetages métriques, en pouces, modulaires et à pas.
Le protège-mandrin est utilisé lorsque vous travaillez avec des mâchoires dépassant le diamètre extérieur du mandrin.
La machine IT-1M est équipée d'une pince qui sécurise le guide en position de passage.
La machine est lubrifiée à l'aide d'une pompe à piston montée sur le carter de la poupée.
Modifications du tour à décolleter IT-1M, IT-1GM
- IT-1M (RMTs = 1000 mm) - une machine légère spécialisée pour les ateliers mobiles
- IT-1M-01 (RMTs = 1400 mm) - une machine légère spécialisée pour les ateliers mobiles
- IT-1GM (RMT = 1000 mm) - une machine stationnaire légère spécialisée
- IT-1GM-01 (RMT = 1400 mm) - une machine stationnaire légère spécialisée
Dimensions hors tout de l'espace de travail du tour à décolleter IT-1M, IT-1GM

Bases d'atterrissage et de connexion pour tour à décolleter IT-1M, IT-1GM. Broche

Vue générale du tour à décolleter IT-1GM

Localisation des composants du tour IT-1M, IT-1GM

Liste des composants du tour LT-10M, LT-11M
- Armoires et refroidissement - IT-1M.12.000 ; IT-1M.14.000*
- Boîte d'alimentation - 16B20P.070.000-03
- Poupée avant - IT-1M.22.000
- Panneau de commande - IT-1M.81.000
- Protection de mandrin - IT-1M.78.000 ; IT-1GM.79.000**
- Assistance - IT-1M.60.000
- Poupée arrière - IT-1M.40.000
- Tablier - 16B16P.061.000.01
- Lit - IT-1M.10.000 ; IT-1M.11.000*
- Boîte de vitesses - IT-1M.20.000
- Unité de lubrification - IT-1M.75.000
- Armoire électrique - IT-1GM.82.000**
* Pour une machine avec un entraxe de 1400 mm.
** Pour une machine stationnaire modèle IT-1GM.
Emplacement des commandes du tour IT-1GM

Liste des commandes du tour IT-1M, IT-1GM
- Poignées de commutateur de vitesse de broche
- Poignée pour régler l'avance, le pas de filetage et désactiver le mécanisme de la boîte
- Poignée pour régler les avances ou les types de filetage (métrique, pouces, modulaire, pas)
- Poignée de réglage de l'avance et du pas de filetage
- Bloc de commutation d'alimentation
- Poignée de commutateur de pas de filetage : « Pas standard », « Pas augmenté »
- Poignée pour installer des filetages à droite ou à gauche
- Poignée de commande (commutation de vitesse de broche)
- Table de commutation de vitesse de broche
- Commutateur de réglage de tension
- * Unité de commutation de tension (IT-1M)
- Interrupteur du moteur de refroidissement
- Commutateur automatique
- Vis de serrage du couvercle de protection du mandrin
- * Interrupteur d'éclairage (IT-1M)
- Vis de serrage de tige d'écran
- Poignée de tournage et de serrage porte-outil
- Buse de liquide de refroidissement réglable
- Vis de serrage du tuyau de refroidissement
- Poignée pour le mouvement transversal du chariot d'étrier
- Poignée de déplacement du chariot supérieur
- Vis de serrage d'étrier
- Poignée de serrage pour plume
- Écrou de serrage de poupée mobile sur le banc
- Volant d'extension de plume
- Vis de contre-pointe cruciforme
- Poignée pour le déplacement mécanique du chariot et le coulissement transversal de l'étrier
- Poignée d'engagement de l'écrou de vis mère
- Poignée de serrage pour luminaire
- Bouton à crémaillère et pignon
- Volant pour le mouvement longitudinal de l'étrier
- Poignée pour activer la rotation, l'inversion et le freinage de la broche
- * Bouton d'arrêt (IT-1M)
- * Lampe de signalisation (IT-1M)
- Bouton de préconditionnement
- * Commutateur de réglage de tension (IT-1M)
Schéma cinématique du tour à décolleter IT-1M, IT-1GM

Schéma électrique du tour IT-1M, IT-1GM

- Alimentation : 380 V, 50 Hz
- Disjoncteur
- Moteur d'entraînement principal
- Moteur de refroidissement
- Connexion enfichable
- Fusible
- Transformateur de contrôle
- Lampe prise présence tension
- Éclairage local
- Bouton de commande « All Stop »
- Zéro protection
- Protection thermique
- Entraînement principal à droite
- Entraînement principal gauche
- Contrôle du refroidissement
Tour universel de décolletage IT-1M. Vidéo.