Умение паять в современной жизни, насыщенной электроприборами и электроникой, необходимо так же, как умение пользоваться отверткой и вантузом. Методов пайки металлов существует много, но прежде всего нужно знать, как паять паяльником, хотя в бытовых условиях осуществимы и могут понадобиться также другие ее способы. В помощь желающим освоить технологию ручных спаечных работ и предназначена эта статья.
Флюсы
Паяльные флюсы делятся на нейтральные (неактивные, бескислотные), химически с основным металлом не взаимодействующие или взаимодействующие в ничтожной степени, активированные, химически действующие на основной металл при нагреве, и активные (кислотные), действующие на него и холодными. В отношении флюсов наш век принес больше всего нововведений; большей частью все же хороших, но начнем с неприятных.
Первое – технически чистого ацетона для промывки паек в широкой продаже больше нет вследствие того, что он используется в подпольном производстве наркотиков и сам обладает наркотическим действием. Заменители технического ацетона – растворители 646 и 647.
Второе – хлористый цинк в активированных флюс-пастах часто заменяют тераборнокислым натрием – бурой. Соляная кислота – высокотоксичное химически агрессивное летучее вещество; хлорид цинка также токсичен, а при нагреве сублимирует, т.е. улетучивается не плавясь. Бура безопасна, но при нагреве выделяет большое количество кристаллизационной воды, что немного ухудшает качество пайки.
Примечание: бура сама по себе паяльный флюс для пайки погружением в расплавленный припой, см. далее.
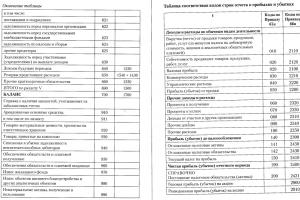
Хорошая новость – теперь в продаже есть широчайший ассортимент флюсов на все случаи паяльной жизни. Для обычных спаечных работ вам понадобятся (см. рис.) недорогие СКФ (спиртоканифольный, бывший КЭ, второй в списке бескислотных флюсов в табл. I.10 на рис. выше) и паяльная (травленая) кислота, это первый в списке кислотный флюс. СКФ пригоден для пайки меди и ее сплавов, а паяльная кислота – для стали.
Пайки от СКФ нужно обязательно промывать: в состав канифоли входит янтарная кислота, при длительном контакте разрушающая металл. Кроме того, случайно пролитый СКФ мгновенно растекается по большой площади и превращается в очень долго сохнущую чрезвычайно липкую гадость, пятна от которой ничем не сводятся ни с одежды, ни с мебели, ни с пола со стенами. В общем СКФ для пайки хороший флюс, но не для ротозеев с растяпами.
Полноценный заменитель СКФ, но не такой противный при небрежном обращении – флюс ТАГС. Стальные детали более массивные, чем допустимо для пайки паяльной кислотой, и более прочно, паяют флюсом Ф38. Универсальным флюсом можно паять практически любые металлы в любых сочетаниях, в т.ч. алюминий, но прочность спая с ним не нормируется. К пайке алюминия мы еще вернемся.
Примечание: радиолюбители, имейте в виду – сейчас есть в продаже флюсы для пайки эмалированных проводов без зачистки!
Другие виды пайки
Любители мастерить также часто паяют сухим паяльником с бронзовым нелуженым жалом, т. наз. паяльным карандашом, поз. 1 на рис. Он хорош там, где недопустимо растекание припоя вне зоны пайки: в ювелирных изделиях, витражах, паяных предметах прикладного искусства. Иногда всухую паяют и микрочипы, монтируемые на поверхность, с шагом расположения выводов 1,25 или 0,625 мм, но это дело рискованное и для опытных специалистов: плохой тепловой контакт требует избыточной мощности паяльника и длительного нагрева, а обеспечить стабильность прогрева при ручной пайке невозможно. Для сухой пайки применяют гарпиус из ПОСК-40, 45 или 50 и флюс-пасты, не требующие удаления остатков.
Тупиковые скрутки толстых проводов (см. выше) паяют погружением в футорку – ванночку с расплавленным припоем. Когда-то футорку грели паяльной лампой (поз. 2а), но ныне это дикость первобытная: электрофуторка, или паяльная ванна (поз. 2) дешевле, безопаснее и дает лучшее качество пайки. Скрутку в футорку вводят сквозь слой кипящего флюса, подаваемого на припой после его расплавления и прогрева до рабочей температуры. Простейший флюс в данном случае – порошок канифоли, но она скоро выкипает и еще быстрее пригорает. Лучше флюсовать футорку бурой, а если паяльная ванна используется для оцинковки мелких деталей, то это единственно возможный вариант. В таком случае максимальная температура футорки должна быть не ниже 500 градусов Цельсия, т.к. цинк плавится при 440.
Наконец, массивную медь в изделиях, напр. трубы, паяют высокотемпературной пайкой в пламени. В нем всегда есть несгоревшие частицы, жадно поглощающие кислород, поэтому пламя обладает, как говорят химики, восстановительными свойствами: снимает остаточный окисел и не дает образоваться новому. На поз. 3 видно, как пламя специальной паяльной горелки буквально выдувает все ненужное из зоны пайки.
Высокотемпературную пайку ведут, см. рис. справа, равномерно потирая с нажимом зону пайки 1 палочкой твердого припоя 2. Пламя горелки 3 должно следовать за припоем, чтобы горячее пятно не оказалось на воздухе. Предварительно зону пайки греют, пока не пойдут цвета побежалости. К луженой твердым припоем поверхности можно припаять что-то еще припоем мягким как обычно. Подробнее о пайке в пламени см. далее, когда дело дойдет до труб.
Курьезно, но в некоторых источниках паяльную горелку обзывают паяльной станцией. Ну, рерайт есть рерайт, что с него возьмешь. На самом деле настольная паяльная станция (см. след. рис.) – оборудование для тонких паяльных работ: с микрочипами и др., где недопустим перегрев, растекание припоя куда не надо и пр. огрехи. Паяльная станция точно поддерживает заданную температуру в зоне пайки, и, если станция газовая, то контролирует подачу туда газа. В таком случае горелка входит в ее комплект, но сама по себе паяльная горелка паяльная станция не более, чем каменоломня – собор Василия Блаженного.
Как паять алюминий
Благодаря современным флюсам паять алюминий стало в общем не сложнее, чем медь. Для низкотемпературной его пайки предназначен флюс Ф-61А, см. рис. Припой – любой аналог припоев Авиа; в продаже есть разные. Единственно что – стержень в паяльник лучше вставить бронзовый луженый с насечками на жале примерно как у напильника. Он под слоем флюса легко соскоблит прочную пленку окисла, которая и не дает алюминию паяться просто так.
Для высокотемпературной пайки алюминия припоем 34А предназначен флюс Ф-34А. Однако греть зону пайки пламенем нужно очень осторожно: температура плавления самого алюминия всего 660 Цельсия. Поэтому высокотемпературную пайку алюминия лучше применять беспламенную камерную (пайка с печным подогревом), но оборудование для нее стоит дорого.
Есть еще «пионерский» способ пайки алюминия с предварительным омеднением. Он пригоден, когда требуется только электрический контакт, а механические напряжения в зоне пайки исключены, напр., если нужно соединить алюминиевый кожух с общей шиной печатной платы. «По-пионерски» пайка алюминия осуществляется на установке, показанной на рис. слева. Порошок медного купороса насыпают горкой в зону пайки. Зубную щетку пожестче, обмотанную голым медным проводом, окунают в дистиллированную воду и растирают ею с нажимом купорос. Когда на алюминии появится медное пятно, его лудят и паяют как обычно.
Мелкая пайка
В пайке печатных плат есть свои особенности. Как паять детали на печатные платы, в целом см. небольшой мастер-класс в рисунках. Лужение проводов отпадает, т.к. выводы радиокомпонент и чипов уже луженые.
В любительских условиях, во-первых, нет особого смысла лудить все токоведущие дорожки, если устройство работает на частотах до 40-50 МГц. В промышленном производстве платы лудят низкотемпературными способами, напр. напылением или гальваническим. Прогрев дорожек паяльником по всей длине ухудшит их сцепление с основой и увеличит вероятность отслоения. После монтажа компонент плату лучше покрыть лаком. Медь от этого сразу потемнеет, но на работоспособность устройства это никак не повлияет, если только речь не идет об СВЧ.
Затем, взгляните на нечто безобразное слева на след. рис. За такой брак и в недоброй памяти советском МЭПе (министерстве электронной промышленности) монтажников разжаловали в грузчики или подсобники. Дело даже не во внешнем виде или перерасходе дорогого припоя, а, во-первых, в том, что за время остывания этих блямб перегрелись и монтажные площадки, и детали. А большие тяжелые наплывы припоя – довольно инертные для уже ослабленных дорожек грузики. Радиолюбителям хорошо знаком эффект: спихнул нечаянно плату-«каракатицу» на пол – 1-2 или более дорожек отслоились. Не дожидаясь и первой перепайки.
Паечные наплывы на печатных платах должны быть округлыми гладкими высотой не более 0,7 диаметра монтажной площадки, см. справа на рис. Кончики выводов должны немного выступать из наплывов. Кстати, плата полностью самодельная. Есть способ в домашних условиях сделать печатный монтаж таким же точным и четким, как фабричный, да еще и вывести там надписи, какие хочется. Белые пятнышки – блики от лака при фотосъемке.
Наплывы вогнутые и тем более сморщенные – тоже брак. Просто вогнутый наплыв значит, что припоя недостаточно, а морщинистый, кроме того, что в пайку проник воздух. Если собранное устройство не работает и есть подозрение на непропай, смотрите в первую очередь такие места.
ИМС и чипы
По сути интегральная микросхема (ИМС) и чип одно и тоже, но для ясности, как в общем и принято в технике, микросхемами-«микрухами» оставим ИМС в DIP-корпусах, до больших по степени интеграции включительно, с выводами через 2,5 мм, устанавливаемые в монтажные отверстия или паечные пистоны, если плата многослойная. Чипами пусть будут сверхбольшие ИМС-«миллионники», монтируемые на поверхность, с шагом выводов 1,25 мм и меньшим, а микрочипами – миниатюрные ИМС в таких же корпусах для телефонов, планшетов, ноутбуков. Процессоры и прочих «камни» с жесткими многорядными штыревыми выводами не трогаем: они не паяются, а устанавливаются в специальные панельки, которые запаиваются в плату однократно при ее сборке на предприятии.
Заземление паяльника
Современные КМОП (CMOS) ИМС по чувствительности к статическому электричеству такие же, как ТТЛ и ТТЛШ, держат без повреждения потенциал в 150 В в течение 100 мс. Амплитудное значение действующего напряжения сети 220 В – 310 В (220х1,414). Отсюда вывод: паяльник нужен низковольтный, на напряжение 12-42В, включенный через понижающий трансформатор на железе, не через импульсник или емкостный балласт! Тогда даже прямой пробой на жало не испортит дорогущие чипы.
Остаются еще случайные, и тем более опасные, выбросы сетевого напряжения: сварку рядом включили, бросок сети был, проводка заискрила и т.п. Самый надежный способ уберечься от них – не отводить «бродячие» потенциалы с жала паяльника, а не пускать из туда. Для этого еще на спецпредприятиях СССР применялась схема включения паяльников, показанная на рис.:
Точка соединения C1 C2 и сердечник трансформатора подключаются непосредственно к контуру защитного заземления, а к средней точке вторичной обмотки – экранная обмотка (незамкнутый виток медной фольги) и заземлители рабочих мест. К контуру эта точка подключается отдельным проводом. При достаточной мощности трансформатора к нему можно подключать сколько угодно паяльников, не заботясь о заземлении каждого в отдельности. В домашних условиях точки a и b соединяют с общей клеммой заземления отдельными проводами.
Микросхемы, пайка
Микросхемы в DIP-корпусах паяются как прочие радиоэлектронные компоненты. Паяльник – до 25 Вт. Припой – ПОС-61; флюс – ТАГС или спиртоканифоль. Смывать его остатки нужно ацетоном или его заменителями: спирт берет канифоль туго, и между ножками отмыть им полностью не удается ни кисточкой, ни ветошью.
Что до чипов и тем более микрочипов, то паять их вручную настоятельно не рекомендуется специалистам любого уровня: это лотерея в весьма проблематичным выигрышем и весьма вероятным проигрышем. Если уж у вас дело дойдет до таких тонкостей как ремонт телефонов и планшетов, то придется раскошелиться на паяльную станцию. Пользоваться ею не намного сложнее, чем ручным паяльником, см. видео ниже, а цены вполне приличных паяльных станций ныне доступны.
Видео: уроки пайки микросхем
Микросхемы, выпайка
«По-правильному», ИМС для проверки при ремонте не выпаиваются. Их диагностика производится на месте специальными тестерами и методами и негодная удаляется раз и навсегда. Но любители не всегда могут себе это позволить, поэтому на всякий случай ниже даем ролик о методах выпайки ИМС в DIP-корпусах. Чипы с микрочипами умельцы тоже исхитряются выпаивать, напр., подсовывая под ряд выводов нихромовую проволочку и грея сухим паяльников, но это лотерея еще менее выигрышная, чем ручной монтаж больших и сверхбольших ИМС.
Видео: выпайка микросхем – 3 способа
Как паять трубы
Медные трубы паяют высокотемпературным способом любым твердым припоем для меди с активированной флюс-пастой, не требующей удаления остатков. Далее возможны 3 варианта:
- В медных (латунных, бронзовых) соединительных муфтах – паяльных фитингах.
- С полной раздачей.
- С неполными раздачей и сжатием.
Пайка медных труб в фитингах надежнее прочих, но требует значительных дополнительных расходов на муфты. Единственный случай, когда она незаменима – устройство отвода; тогда используется фитинг-тройник. Обе паяемые поверхности заранее не лудят, но покрывают флюсом. Затем трубу вводят в фитинг, надежно фиксируют и пропаивают стык. Пайка считается законченной, когда припой перестанет уходить в зазор между трубой и муфтой (нужен 0,5-1 мм) и выступит снаружи небольшим валиком. Фиксатор снимают не ранее чем через 3-5 мин по затвердевании припоя, когда стык уже можно держать рукой, иначе припой не наберет прочность и стык когда-то да потечет.
Как паяют трубы с полной раздачей, показано слева на рис. Давление «раздатая» пайка держит такое же, как и фитинговая, но требует доп. специнструмента для разворачивания раструба и повышенного расхода припоя. Фиксация впаиваемой трубы не обязательна, ее можно вдвинуть в раструб с проворотом, пока не заклинит намертво, поэтому пайку с полной раздачей часто делают в неудобных для установки фиксатора местах.
В домашней разводке из тонкостенных труб малого диаметра, где давление уже небольшое, а его потери несущественны, целесообразной может оказаться пайка с неполной раздачей одной трубы и сужением другой, поз. I справа на рис. Для подготовки труб достаточно круглой палки из твердого дерева с коническим острием в 10-12 градусов с одной стороны и усеченно-конической лункой в 15-20 градусов с другой, поз II. Концы труб обрабатывают, пока они без заклинивания не войдут друг в друга прим. на 10-12 мм. Лудят поверхности заранее, наносят на луженые еще флюса и соединяют до заклинивания. Затем греют до плавления припоя и подпирают зауженную трубу, пока ее не заклинит. Расход припоя выходит минимальным.
Важнейшее условие надежности такого стыка – сужение должно быть ориентировано по току воды, поз. III. Школьный закон Бернулли – обобщение для идеальной жидкости в широкой трубе, а у реальной жидкости в узкой трубе за счет ее (жидкости) вязкости максимум скачка давления смещается противоположно току, поз. IV. Возникает составляющая силы давления, прижимающая зауженную трубу к раздатой, и пайка получается очень надежной.
Что еще?
Ах да, подставки для паяльников. Классическая, слева на рис., пригодна для любых стержневых. Где на ней быть ванночкам для припоя и канифоли – дело ваше, какой-либо регламентации нет. Для маломощных паяльников с фартуком пригодны упрощенные подставки-скобы, в центре.











Пайкой называется способ создания неразъемного соединения посредством введения в зону контакта расплавленного материала с температурой плавления ниже, чем у материалов соединяемых деталей. О том, как правильно паять паяльником, можно узнать, освоив технологию на практике.
Назначение прибора
Паяльник электрический выпускается с напряжением питания от 12 до 220в. Маломощную конструкцию сложно изготовить под большое напряжение, так как для этого требуется много слоев тонкого провода, что приводит к увеличению габаритов. Кроме того, его выбирают, исходя из условий безопасности работы.
Мощность паяльника удобно подобрать с помощью простой таблицы:

Оптимальную температуру жала поддерживают вручную или автоматически. Для этого применяют тиристорные регуляторы.
Для увеличения срока службы конец паяльника можно отковать. При этом медь будет меньше растворяться в припое. Перед тем как пользоваться паяльником, жалу придают напильником определенную форму. Наиболее распространенными являются угловая и на срез. Ножевидную форму придают концу, чтобы одновременно выпаивать несколько контактов микросхемы или выводов разъема.

Инструменты
Перед тем как правильно паять паяльником, рабочий участок следует снабдить необходимыми инструментами:
- Подставка . Разогретый прибор располагается на подставке. Она также служит для размещения флюса и является площадкой для работы с проводами. К ней дополнительно прикрепляют «крокодил» с кусочком поролона для чистки жала.
- Штатив . В него входят зажимы («крокодилы»), которые можно перемещать по высоте и поворачивать, ванночка с канифолью, держатель для паяльника.
- Набор инструментов . Он нужен для поддерживания деталей, придания проводам заданных форм, зачистки поверхностей пайки. В число таких инструментов входят пинцеты, пассатижи, кусачки, круглогубцы, напильники, нож, наждачная бумага.
Секреты пайки

Как пользоваться паяльником?
С поверхностей деталей удаляются посторонние вещества посредством зачистки наждачной бумагой и обезжиривания ацетоном или бензином.
Жало очищается от окислов и гари напильником, бруском или наждачной бумагой.
Паяльник нагревается, его конец покрывается канифолью, а затем залуживается. Для этого припой на жале растирается деревянным бруском. Вся рабочая поверхность должна приобрести характерный серебристый цвет.
Нагревается припой. Его небольшая часть в виде капли наносится на место соединения и разравнивается. Если это необходимо, он добавляется до нужного количества, пока не закроет место контакта. Участок соединения прогревается. Как правильно паять провода? Соприкосновение жала с проводником должно быть по максимально большой площади, а не кончиком, как это делают неопытные монтажники. При этом канифоль должна еще оставаться на капле припоя, чтобы не началось его окисление. Процесс пайки производится в один прием. Если несколько раз отводить и снова прижимать жало к детали, припой станет серым из-за окисления, поскольку канифоль испаряется раньше. В процессе остывания детали должны быть неподвижными. При смещении проводов, когда припой еще не застыл, в нем образуются микротрещины, ухудшающие прочность соединения и создающие дополнительное электрическое сопротивление.
Остатки канифоли удаляются кисточкой, смоченной спиртом.
Пайка проводов
Разберемся, как правильно паять паяльником провода. Прежде всего их концы, предназначенные для соединения, освобождаются от изоляции. Соединяемые провода важно качественно прогреть. Для этого размеры жала должны соответствовать габаритам деталей. Если паяльник слишком большой, то в процессе работы будут повреждены соседние элементы. При его малых размерах пайка окажется ненадежной, поскольку детали трудно прогреть.
Подготовка провода заключается в удалении с его конца изоляции. Ее снимают ножом или кусачками. Многожильный провод следует скрутить, чтобы не торчали отдельные части, и залудить. Для этого он опускается в ванночку с канифолью, паяльником берется капля припоя и проводится несколько раз по медным жилам. В процессе лужения провод нужно прогревать и поворачивать, чтобы покрытие было со всех сторон. Для подготовки к дальнейшей работе залуженный конец окунают в расплавленную канифоль и производят таким образом «лакировку». Ее излишки можно будет потом легко удалить рукой.
Припой является слабым сплавом и ломается от небольших нагрузок. Соединяемые провода предварительно зачищают и скручивают. Для этого они должны иметь общую ось. Их центры следует совместить, после чего один провод скручивается вдоль длины другого. Аналогичная операция проделывается со вторым концом. На место соединения наносится расплав канифоли, а затем — припой. Скрутку следует прогреть 2-3 сек.

При недостаточном количестве припой надо добавить, чтобы покрытие было равномерным и блестело. Многим непонятно, почему соединение не прогревается даже с мощным прибором. Как должна производиться пайка паяльником в этом случае? Дело в том, что тепло распространяется снизу вверх. Поэтому скрутку необходимо подогревать снизу. При перегреве припой растекается, а когда тепла недостаточно, покрытие получается рыхлым.
Одножильные провода зачищают до блеска и окунают в канифоль. Затем их соединяют, прогревают 3-5 сек. и наносят припой. На оголенный провод надевают термоусадочную трубку большего диаметра, который уменьшается от повышенной температуры, после чего образуется надежная изоляция. Если спайка быстро остывает, для подогрева используют зажигалку. Освоив, как правильно паять провода, можно приступить к более сложным операциям.
Скручивать вместе медный и алюминиевый провода недопустимо из-за тепловыделения в переходном сопротивлении контакта. Их фиксацию производят через промежуточный элемент, которым может быть болтовое соединение с разделением шайбами, клеммный зажим, прослойка другого металла. Припой для пайки алюминия на основе олова подходит также к медному проводу и может быть для них надежным промежуточным слоем.
Пайка радиодеталей
Спайку с радиоэлементом производят скруткой или внахлест, применяя теплоотвод, например, пинцетом. Нагрев многих деталей электросхем не должен превышать 70 ºС при продолжительности более 3 сек.
На печатной плате место монтажа по периметру отверстия покрывается слоем припоя. Затем в него вставляется залуженный и покрытый канифолью конец проводника. Его прогревают и смачивают добавленной каплей припоя. Жало должно касаться вывода и дорожки платы одновременно. Излишки припоя легко удаляются медной оплеткой. Работа выполнена качественно, когда все точки пайки похожи друг на друга. Выводы радиоэлементов загибают и вставляют в отверстия платы. Концы с обратной стороны немного отгибают, чтобы деталь не выпадала.
Паяльник нельзя долгое время держать сухим в нагретом состоянии. Он покрывается слоем окислов, и жало снова придется зачищать и лудить. На конце постоянно должен быть слой расплавленной канифоли, а в длительные промежутки между работой паяльник следует отключать. Также с него периодически удаляется губкой старый припой.
Элементы плат различного оборудования могут выйти из строя под действием статического электричества. Для предотвращения его возникновения корпус паяльника следует заземлить.
Работа с микросхемами
Рассмотрим, как правильно паять микросхемы. Процесс имеет некоторые особенности. Микросхемы не выдерживают перегрева. В местах соединения не должно быть излишков припоя. Для этого применяют паяльник для микросхем с регулированием температуры нагрева.
Одновременный нагрев контактов производят с применением фена с насадками. Участок на плате необходимо очистить. Для этого подходит ацетон или универсальный растворитель лаков. Затем включается фен, и его температура устанавливается на уровне 330-370 ºС. При минимальной скорости обдува чип разогревается и сразу удаляется пинцетом после оплавления контактов. Затем зона спайки смазывается флюсом, а на место неисправной устанавливается новая микросхема. При нагреве феном она немного проседает от расплавления контактов, что является сигналом о конце операции. Место пайки протирается ацетоном, чтобы удалить остатки флюса. Достаточно мощные контакты можно дополнительно прогреть паяльником.
Когда будет освоена простая можно переходить на сложные соединения, например, разнородные металлы с использованием газового, печного или импульсного подогрева.

Пайка алюминия
Трудности пайки алюминия связаны с его низкой температурой плавления (660 ºС) и прочной оксидной пленкой. Детали нагревают в печи или газопламенной горелкой. Их подготовка заключается в удалении жиров растворителем и в механической зачистке наждачной бумагой, абразивным кругом или щеткой из нержавейки. При этом окисная пленка образуется вновь, но ее толщина значительно меньше предыдущей. Затем на место соединения наносится флюс и производится его подогрев до температуры расплавления припоя. Электродным стержнем прикасаются к месту стыка, пока он не начнет плавиться.

Припой для пайки алюминия при температуре 150-400 ºС может быть на основе цинка, олова, кадмия (легкоплавкий). Он слабо сопротивляется коррозии и требует дополнительных покрытий. Тугоплавкие припои, такие, как силумин (590-600 ºС), 34А (530-550 ºС) и другие, более надежны и используются чаще. Сплавы алюминия имеют меньшую температуру плавления. Их паяют с печным подогревом, который точнее регулируется.
Заключение
Как правильно паять паяльником провода и микросхемы? Ответ на этот вопрос подразумевает, прежде всего, тщательную подготовку инструмента и деталей. В процессе создания неразъемного соединения слой расплавленного припоя всегда должен быть защищен флюсом. Для каждой операции подбирается паяльник соответствующей мощности и формы рабочей поверхности жала. При правильном соединении деталей и выдерживании температурного режима пайка получается надежной и долго служит.
 Как правильно паять?
Как правильно паять?
Прежде чем начать рассматривать вопрос: ”Как правильно паять?” Нужно обозначить одно но…
Пайка бывает разная . Нужно понимать, что существует большая разница в методике пайки здоровенного резистора мощностью 2 Ватта на обычную печатную плату и, например, микросхемы BGA на многослойную плату сотового телефона.
Если в первом случае можно обойтись простейшим электрическим паяльником мощностью 40 Ватт, твёрдой канифолью и припоем, то во втором случае потребуется применение таких приборов, как термовоздушная станция, безотмывочный флюс, паяльная паста, трафареты и, возможно, станция нижнего подогрева плат.
Как видим, разница существенная.
В каждом конкретном случае нужно выбирать тот метод пайки, который является наиболее подходящим для конкретного вида монтажа . Так для пайки микросхем в планарном корпусе лучше применять термовоздушную пайку, а для монтажа обычных выводных резисторов, крупногабаритных электролитических конденсаторов стоит применять контактную пайку электрическим паяльником.
Рассмотрим простейшие правила обычной контактной пайки.
Для начала начинающему радиолюбителю вполне достаточно освоить обычную контактную пайку простейшим и самым дешёвым электрическим паяльником с медным жалом.
Сперва необходимо приготовить минимальный наборчик для пайки и паяльный инструмент. О том, как подготовить электрический паяльник к работе уже рассказывалось в статье о подготовке и уходе за паяльником .
Многие считают, что для пайки лучше использовать паяльник с невыгораемым жалом. В отличие от медного, невыгораемое жало не требует периодического затачивания и лужения, так как на его поверхности не образуются углублений – раковин.

Выгоревшее жало паяльника
(для наглядности медное жало предварительно обработано напильником).
На фото видно, что край медного жала неровный, а образовавшиеся углубления заполнены застывшим припоем.
Невыгораемое жало у широко распространённых паяльников, как правило, имеет конусообразную форму. Такое жало не смачивается расплавленным припоем, то есть с его помощью на жало нельзя брать припой. При работе таким паяльником припой к месту пайки доставляется с помощью тонкого проволочного припоя.
Понятно, что использовать припой в кусочках или стержнях при пайке паяльником с невыгораемым жалом затруднительно и неудобно. Поэтому тем, кто хочет научиться паять, лучше начинать свою практику с обычного электрического паяльника с медным жалом. Недостатки его использования легко компенсируются такими удобствами, как лёгкость использования припоев в любом исполнении (проволочном, стержневом, кусковом и т.п), возможность изменения формы медного жала.
Электрический паяльник с медным жалом удобен тем, что с его помощью можно легко дозировать количество припоя, которое необходимо донести к месту пайки.
Чистота спаиваемых поверхностей.
Первое правило качественной пайки – это чистота спаиваемых поверхностей. Даже у новых радиодеталей, купленных в магазине, выводы покрываются окислами и загрязнениями. Но с этими незначительными загрязнениями, как правило, справляется флюс, который применяют в процессе пайки. Если же видно, что выводы радиодеталей или медные проводники сильно загрязнены или покрыты окислом (зеленоватого или тёмно-серого цвета), то перед пайкой их нужно очистить либо перочинным ножом, либо наждачной бумагой.
Особенно это актуально, если при сборке электронного устройства применяются радиодетали, бывшие в употреблении. На их выводах обычно образуется тёмный налёт. Это окисел, который будет препятствовать пайке.
Лужение.
Перед пайкой поверхность выводов необходимо залудить – покрыть тонким и ровным слоем припоя. Если обратить внимание на выводы новых радиодеталей, то в большинстве случаев можно заметить, что их выводы и контакты залужены. Пайка лужёных выводов происходит быстрее и качественнее, так как отпадает необходимость в предварительной подготовке выводов к пайке.
Чтобы залудить медный проводник для начала удаляют с его поверхности изоляцию и очищают от загрязнений, если таковые имеются. Затем нужно обработать поверхность пайки флюсом. Если в качестве флюса применяется кусковая канифоль, то медный провод можно положить на кусок канифоли и коснуться провода хорошо прогретым жалом паяльника. Предварительно на жало паяльника необходимо взять немного припоя.
Далее движением вдоль провода распределяем расплавленный припой по поверхности проводника, стараясь как можно лучше и равномернее прогреть сам проводник. При этом кусковая канифоль плавиться и начинает испаряться под действием температуры. На поверхности проводника должно образоваться ровное покрытие оловянно-свинцовым припоем без комочков и катышков.

Расплавившаяся канифоль способствует уменьшению поверхностного натяжения расплавленного припоя и улучшает смачиваемость спаиваемых поверхностей. Благодаря флюсу (в данном случае – канифоли) обеспечивается равномерное покрытие проводника тонким слоем припоя. Также флюс способствует удалению загрязнений и предотвращает окисление поверхности проводников во время прогрева их паяльником.
Прогрев жала паяльника до рабочей температуры.
Перед началом пайки необходимо включить электрический паяльник и подождать, пока его жало хорошо прогреется и температура его достигнет значения 180 – 240 0 C.
Так как у обычного паяльника нет индикации температуры жала, то судить о достаточном нагреве жала можно по вскипанию канифоли.
Для проверки нужно кратковременно коснуться кусочка канифоли нагретым жалом. Если канифоль плохо плавиться и медленно растекается по жалу паяльника, то он ещё недогрет. Если же происходит вскипание канифоли и обильное выделение пара, то паяльник готов к работе.
В случае пайки недогретым паяльником, припой будет иметь вид кашицы, будет быстро застывать, а поверхность паяного контакта будет иметь шероховатый вид с тёмно – серым оттенком. Такая пайка является некачественной и быстро разрушается.
Качественный паяный контакт имеет характерный металлический глянец, а его поверхность ровная и блестит на солнце.
Также при пайке различных радиодеталей стоит обращать внимание на площади спаиваемых поверхностей. Чем больше площадь проводника, например, медной дорожки на печатной плате, тем мощнее должен быть паяльник. При пайке происходит теплопередача и кроме самого места пайки происходит и побочный прогрев радиодетали или печатной платы .
Если от места пайки происходит существенный теплоотвод, то маломощным паяльником невозможно хорошо прогреть место пайки и припой очень быстро остывает, превращаясь в рыхлую субстанцию. В таком случае нужно либо дольше нагревать спаиваемые поверхности (что не всегда возможно или не приводит к желаемому результату), либо применять более мощный паяльник.
Для пайки малогабаритных радиоэлементов и печатных плат с плотным монтажом лучше использовать паяльник мощностью не более 25 Ватт. Обычно в радиолюбительской практике используются паяльники мощностью 25 – 40 Ватт с питанием от сети переменного тока 220 вольт. При эксплуатации электрического паяльника стоит регулярно проверять целостность изоляции сетевого шнура , так как в процессе работы нередки случаи её повреждения и случайного оплавления разогретыми частями паяльника.
При запаивании либо выпаивании радиодетали с печатной платы желательно следить за временем пайки и ни в коем случае не перегревать печатную плату и медные дорожки на её поверхности свыше 280 0 C.
Если произойдёт перегрев платы, то она может деформироваться в месте нагрева, произойдёт расслоение или вздутие, отслоятся печатные дорожки в месте нагрева.
Температура свыше 240-280 0 C является критической для большинства радиоэлементов. Перегрев радиодеталей во время пайки может вызвать их порчу.
При спайке деталей очень важно жёстко их зафиксировать. Если этого не сделать, то любая вибрация или смещение нарушит качество пайки, так как припою требуется несколько секунд для того чтобы затвердеть.
Для того чтобы качественно производить пайку деталей “на весу” и избежать смещения или вибрации во время остывания паяного контакта можно использовать приспособление, которое в быту радиолюбителей называется “третья рука ”.

"Третья рука"
Такое нехитрое устройство позволит не только легко и без особых усилий производить пайку деталей, но и избавит от ожогов, которые можно получить, если придерживать детали во время пайки рукой.

"Третья рука" в работе
Меры безопасности при пайке.
В процессе пайки довольно легко получить пусть и небольшой, но ожог. Чаще всего ожогам подвергаются пальцы и кисти рук. Причиной ожогов, как правило, является спешка и плохая организация рабочего места.
Нужно помнить, что в процессе пайки не стоит прикладывать больших усилий к паяльнику. Нет смысла давить им на печатную плату в надежде быстрого расплавления паяного контакта. Нужно дождаться, когда температура в месте пайки достигнет необходимой . В противном случае возможно соскальзывание жала паяльника с платы и случайное касание раскалённым металлом пальцев рук или ладони. Поверьте, ожоговые раны очень долго заживают !
Также стоит держать глаза подальше от места пайки. Нередки случаи, что при перегреве печатная дорожка на плате отслаивается с характерным вспучиванием, что ведёт к разбрызгиванию мельчайших капелек расплавленного припоя. Если есть защитные очки, то стоит применить их. Как только будет получен достаточный опыт пайки, то от защитных очков можно отказаться.
Производить пайку желательно в хорошо проветриваемом помещении. Пары свинца и канифоли вредны для здоровья. Если нет возможности проветривать помещение, то стоит делать перерывы между работой.
Мои отношения с радио- и микроэлектроникой можно описать прекрасным анекдотом про Льва Толстого, который любил играть на балалайке, но не умел. Порой пишет очередную главу Войны и Мира, а сам думает «тренди-бренди тренди-бренди...». После курсов электротехники и микроэлектроники в любимом МАИ, плюс бесконечные объяснения брата, которые я забываю практически сразу, в принципе, удается собирать несложные схемы и даже придумывать свои, благо сейчас, если неохота возиться с аналоговыми сигналами, усилениями, наводками и т.д. можно подыскать готовую микро-сборку и остаться в более-менее понятном мире цифровой микроэлектроники.
К делу. Сегодня речь пойдет о пайке. Знаю, что многих новичков, желающих поиграться с микроконтроллерами, это отпугивает. Но, во-первых, можно воспользоваться
Итак, мы почти уже у цели. Я так подробно все пишу, так как, честно, для меня это было прорыв. Как я случайно открыл, все, что нужно для пайки несложных компонент - это паяльник, самый обычный с жалом в виде шила:
И припой c флюсом внутри :

Все дело в процессе. Делать надо так:
- Деталь вставляется в плату и должна быть закреплена (у вас не будет второй руки, чтобы держать).
- В одну руку берется паяльник, в другую - проволочка припоя (удобно, если он в специальном диспенсере, как на картинке).
- Припой на паяльник брать НЕ НАДО .
- Касаетесь кончиком паяльника места пайки и греете его. Обычно, это секунды 3-4.
- Затем, не убирая паяльника, второй рукой касаетесь кончиком проволочки припоя с флюсом места пайки. В реальности, в этом месте соприкасаются сразу все три части: элемент пайки и его отверстие на плате, паяльник и припой. Через секунду происходит «пшшшшш», кончик проволочки припоя плавится (и из него вытекает немного флюса) и необходимое его количество переходит на место пайки. После секунды можно убирать паяльник с припоем и подуть.

Ясное дело, что время ожидания на каждой фазе требует хотя бы минимальной практики, но не более того. Уверен, что любой новичок по такой методике сам запаяет Maximite за час.
Напомню основные признаки хорошей пайки:
- Много припоя еще не значит качественного контакта. Капелька припоя на месте контакта должна закрывать его со всех сторон, не имея рытвин, но не быть чрезмерно огромной бульбой.
- По цвету пайка должна быть ближе к блестящей, а не к матовой.
- Если плата двухсторонняя, и отверстия неметаллизированные, надо пропаять по указанной технологии с обоих сторон.
Планарные элементы (конечно, не самые маленькие) даже проще для пайки в некотором роде, хотя для самодельных устройств уже придется травить плату, так как на макетной плате особого удобства от использования планарных элементов не будет.
Итак, небольшой, почти теоретический бонус про пайку планарных элементов. Это могут быть микросхемы, транзисторы, резисторы, емкости и т.д. Повторюсь, в домашних условиях есть объективные ограничения на размер элементов, которых можно запаять обычным паяльником. Ниже я приведу список того, что лично я паял обычным паяльником-шилом на 220В.
Для пайки планарного элемента уже не получится использовать припой на ходу, так как его может «сойти» слишком много, «залив» сразу несколько ножек. Поэтому надо предварительно в некотором роде залудить пятачки, куда планируется поставить компонент. Тут, увы, уже не обойтись без жидкого флюса (по крайне мене у меня не получилось).
Капаете немного жидкого флюса на пятачек (или пятачки), берете на паяльник совсем немного припоя (можно без флюса). Для планарных элементов припоя вообще надо очень мало. Затем легонько касаетесь концом паяльника каждого пятачка. На него должно сойти немного припоя. Больше чем надо, каждый пятачек «не возьмет».
Берете элемент пинцетом. Во-первых, так удобнее, во-вторых пинцет будет отводить тепло, что очень важно для планарных элементов. Пристраиваете элемент на место пайки, держа его пинцетом. Если это микросхема, то надо держать за ту ножку, которую паяете. Для микросхем теплоотвод особенно важен, поэтому можно использовать два пинцета. Одним держишь деталь, а второй прикрепляешь к паяемой ножке (есть такие пинцеты с зажимом, которые не надо держать руками). Второй рукой снова наносишь каплю жидкого флюса на место пайки (возможно немного попадет на микросхему), этой же рукой берешь паяльник и на секунду касаешься места пайки. Так как припой и флюс там уже есть, то паяемая ножка «погрузится» в припой, нанесенный на стадии лужения. Далее процедура повторяется для всех ног. Если надо, можно подкапывать жидкого флюса.

Когда будете покупать жидкий флюс, купите и жидкость для мытья плат. Увы, при жидком флюсе лучше плату помыть после пайки.
Сразу скажу, я ни разу не профессионал, и даже не продвинутый любитель в пайке. Все это я проделывал обычным паяльником. Профи имеют свои методы и оборудование.
Конечно, пайка планарного элемента требует куда большей сноровки. Но все равно вполне реально в домашних условиях. А если не паять микросхемы, а только простейшие элементы, то все еще упрощается. Микросхемы можно покупать уже впаянные в колодки или в виде готовых сборок.
Вот картинки того, что я лично успешно паял после небольшой тренировки.
Это самый простой вид корпусов. Такие можно ставить в колодки, которые по сложности пайки такие же. Эти элементарно паяются по первой инструкции.


Следующие два уже сложнее. Тут уже надо паять по второй инструкции с аккуратным теплоотводом и жидким флюсом.


Элементарные планарные компоненты, типа резисторов ниже, весьма просто паяются:

Но есть, конечно, предел. Вот это добро уже за пределами моих способностей.



Под занавес, пару дешевых, но очень полезных вещей, которые стоит купить в дополнение к паяльнику, припою, пинцету и кусачкам:
Успехов в пайке! Запах канифоли - это круто!
При сборке различных электротехнических и радиотехнических устройств популярна пайка. Она обеспечивает электропроводное соединение медных проводов и иных медных изделий друг с другом, с компонентами электрических схем и прочими металлическим деталями из чистой меди и медных сплавов, а также производить пайку алюминия. Пайка проста, очень гибка, позволяет получить низкое переходное сопротивление соединяемых компонентов.
Суть технологии пайки заключается в нагреве зоны контакта с последующей ее заливкой жидким металлическим легкоплавким припоем. После остывания расплав обеспечивает электрический контакт. Перед тем как припаять провода, обычно необходима дополнительная обработка соединяемых поверхностей (чаще всего т.н. лужение проводов), что гарантирует долговременную стабильность.
При отсутствии вибраций и ударных нагрузок для мелких деталей достигается неплохая прочность соединения. Во всех прочих случаях паяют с дополнительной фиксацией.
Что может понадобиться для пайки?
Для пайки требуется источник тепла. Можно паять с использованием открытого пламени, электрической спирали, а также луча лазера. Последний позволяет паять даже чистым металлом. Дома пользуются преимущественно электрическим паяльником. Он предназначен для:
- монтажа и ремонта различных электронных схем;
- конструирования и ремонта электротехнического оборудования;
- лужения слоем припоя различных металлических изделий.
Паяльник
Паяют ручным паяльником, который используют для:
- прогрева соединяемых компонентов;
- нагрева припоя до перехода его в жидкое состояние;
- нанесения жидкого припоя на соединяемые элементы.
Паяльник, который изображен на рисунке 1, содержит:
- изолированный слюдяной пленкой или стеклотканью спиральный нагреватель из нихромовой проволоки;
- медное жало, которое расположено внутри спирали;
- пластиковую или деревянную рукоятку;
- корпус для размещения жала паяльника и спирали.
Подключение к электрической сети производят кабелем длиной примерно 1 м, который через ограничитель радиуса изгиба выходит из задней части рукоятки.
Деревянная или пластиковая рукоятка имеет форму простой ручки. Электронные схемы паяют изделиями небольшой мощности, оборудованных пистолетными рукоятками с кнопкой-курком для быстрого разогрева жала. Один из вариантов такого инструмента показан на рисунке 2.
 Рисунок 2. Радиомонтажный паяльник пистолетного типа
Рисунок 2. Радиомонтажный паяльник пистолетного типа
Бытовые паяльники предназначены для подключения к сети напряжением 12 и 220 В.
220 – вольтовые паяльники из соображений обеспечения электробезопасности должны комплектоваться 3-контактной вилкой, обеспечивающей надежное заземление. Для 12-вольтовой техники достаточно простой 2-контактной плоской вилки.
Припой
Паяют припоем – сплавом олова со свинцом, возможны добавки иных металлов. Припой имеет форму трубки или проволоки различного диаметра. Трубчатый припой заполнен внутри канифолью, паять с его помощью более удобно.
Свинец вводят в сплав для уменьшения стоимости. Его удельное содержание различно, что прямо отражается в марке. Например, ПОС-61 (очень популярный третник) означает:
- П – припой;
- ОС – оловянно-свинцовый;
- 61 – с 61-процентным содержанием олова.
В быту паяют сплавами с уменьшенным содержанием олова, лужение посуды целесообразно выполнять составом ПОС-90.
Кроме того, паяют мягкими и твердыми припоями. Мягкие составы имеют температуру плавления менее 450, остальные относят к твердым. Температура плавления припоя ПОС-61 составляет 190 – 192 °С. Из-за сложностей разогрева высокотемпературную пайку с привлечением твердых припоев электрическим инструментом не выполняют.
Составами с добавлением легкоплавких металлов: алюминия и кадмия – паяют алюминий. Из-за повышенной токсичности паять с их помощью можно только при отсутствии альтернативы.
Флюс
Паяют обязательно под – вспомогательным компонентом, обеспечивающим:
- растворение окисных пленок на поверхности соединяемых деталей;
- хорошее сцепления с ними паяльного сплава;
- улучшение условий растекания сплава по поверхности тончайшим слоем.
Обычно в этом качестве используют канифоль, а также составы на основе ее смеси со спиртом, глицерином и цинком. Канифоль имеет температуру размягчения чуть выше 50°С, при 200°С кипит. Химически канифоль довольно агрессивна по отношению к металлам и гигроскопична, при насыщении влагой быстро увеличивает проводимость. В зависимости от добавок и их концентрации демонстрирует свойства нейтральных или активных флюсов.

Канифольный флюс продается в виде порошка, кусками или раствора канифоли.
Серебро, нержавеющую сталь и некоторые другие металлы можно паять только с помощью специальных флюсов (известны как кислотные флюсы или паяльные кислоты).
Некоторые монтажники, которые паяют провода, для улучшения качества облуживания выполняют предварительный нагрев на таблетке аспирина, пары которого выполняют функции флюса.
Паяльные пасты
Паяльная паста это композиция из припоя и флюса. Ею паяют в труднодоступных местах, а также при установке безвыводных электронных элементов. Состав наносят на компонент, который затем просто прогревают жалом.
Пасту можно изготовить самостоятельно. Для этого оловянные опилки смешивают с жидким флюсом до гелеобразной консистенции. Хранят пасту в герметичной упаковке, срок годности из-за окисления олова не превышает шести месяцев.
Подставка для паяльника
Паяют жалом, нагретым до высокой температуры, поэтому в перерыве инструмент оставляют на подставке. Для мощных паяльников ее выполняют с двумя опорами: задняя для рукоятки, передняя – для корпуса. Опоры монтируют на фанерном основании, которое используют служит для:
- установки коробки с канифолью;
- хранения проволоки припоя (пример приведен на рисунке 3);
- чистки жала.
Рисунок 3 показывает, что подставка не требует дефицитных материалов, может быть изготовлена своими руками.
 Рисунок 3. Самодельная подставка для мощного паяльника
Рисунок 3. Самодельная подставка для мощного паяльника
Для устройств малой мощности часто применяют конусообразный держатель (обычный или спиральный, что показано также на рисунке 3), в которую инструмент вставляют жалом.
Старшие модели подставок снабжают регулятором рабочей температуры, ЖК дисплеем для индикации температуры жала, рисунок 4. Подобный паяльный инструмент часто называют паяльной станцией.
 Рис. 4. Пример паяльной станции с индикатором
Рис. 4. Пример паяльной станции с индикатором
Оплетка для удаления припоя
С оплеткой паяют в тех случаях, когда необходимо удаление припоя с печатной платы при демонтаже деталей. Представляет собой плотную сетку из покрытых флюсом тонких медных проволок.
Принцип действия основан на поверхностном эффекте: сетка «впитывает» припой, расплавленный на печатной плате, за счет капиллярных сил.
Обычно ширина оплетки составляет около 5 мм, поставка рулонная в корпусе диаметром примерно 5 см.
Функции удаления припоя может выполнять внешняя оплетка старого гибкого коаксиального кабеля.
Меры безопасности
Соблюдение техники безопасности:
- способствует защите от термических ожогов;
- предотвращает возникновение пожара;
- защищает от поражения электрическим током.
Прежде чем начинать паять, следует убедиться в исправности кабеля питания. Жало не должно касаться поводов, а также прочих предметов. Паяльник необходимо всегда класть на подставку. Запрещается касаться его корпуса, брать инструмент можно только за ручку.
Подготовка
Рабочего места
Паяют всегда при нормальном общем освещении (не хуже 500 люкс), при необходимости создания более комфортных условий применяют источник местного освещения.
Следует позаботиться о хорошей вентиляции. Наилучшие результаты дает вытяжка, при ее отсутствии паяют с перерывами для проветривания помещение от паров канифоли (каждый час при интенсивной работе).
Выбор паяльника по мощности
Паяют паяльниками различной мощности. Обычно исходят из того, что:
- маломощные паяльники (20 – 50 Вт) удобны для работы с электроникой, позволяют паять тонкие провода;
- 100-ваттным инструментом толщиной не свыше 1 мм;
- 200 Вт и более позволяет паять такие массивные детали, которые изначально требуют применения мощных паяльников.
О мощности прибора легко судить визуально: 50-ваттный паяльник оказывается чуть крупнее авторучки, тогда как 200-ваттный – имеет общую длину примерно 35-40 см.
Паяльника к работе
Перед первым включением следует удалить с корпуса остатки заводской смазки. Их выгорание приводит к появлению дыма и неприятного запаха. Поэтому паяльник включают через удлинитель, выставляя его на улицу через форточку на четверть часа.
Затем молотком проковывают жало паяльника: уплотнение меди увеличивает срок службы. Кончику жала придают форму:
- под углом или на срез – для точечной работы (пример показан на рисунке 5);
- ножевидную – таким жалом одновременно паяют нескольких контактов (характерно для микросхем);
- специальную – ими паяют некоторые разновидности радиодеталей.
 Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Рисунок 5. Пример универсальной заточки жала паяльника и правильного облуживания его рабочей области
Перед тем как начать паять, следует очистить жало от оксидной пленки. Эту процедуру выполняют мелкозернистой наждачной бумагой или бархатным напильником, а также химическим способом: погружением в канифоль. Очищенное жало облуживают припоем.
При необходимости паять в точке можно мощным паяльником. Для этого на его жало накручивают медную проволоку диаметром 0,5 – 1 мм, используя ее свободный конец для нагрева припоя.
Деталей к пайке
Паяют всегда в несколько этапов. Сначала готовят поверхность металлического проводника:
- удалением окисной пленки с последующим обезжириванием;
- облуживанием (нанесение слоя олова на входящие в контакт поверхности).
Затем можно соединять детали.
Обязательно зачищают провода, бывшие в употреблении.
Окисную пленку снимают напильником, наждачной бумагой, лезвием ножа. В случае гибких проводов обрабатывают каждую проволоку.
Изоляцию эмалированного провода удаляют протаскиванием по поверхности ПВХ-трубки, к которой его прижимают нагретым жалом.
Признак готовности – равномерно блестящая поверхность без остатков оксидной пленки.
Паяют всегда с обезжириванием, т.е. протирают поверхность безворсовой тканью или салфеткой, смоченной ацетоном или уайт-спиритом.
У новых проводов окисная пленка отсутствует. Их облуживают сразу после удаления изоляции.
Залудить медный проводник необходимо под флюсом, после прогрева припой должен покрыть поверхность металла тонким слоем. При наличии наплывов паять не рекомендуется, провод располагают вертикально, проводя паяльником сверху вниз. Излишек расплавленного припая при этом перетекает на жало.
Если же необходимо , то процедуру зачистки и облуживания совмещают. Для этого помещают провод, покрытый канифолью, в наждачную бумагу, греют его с одновременным вращением.
Качество флюса некоторых видов падает при длительном хранении, а также под воздействием влаги воздуха. Поэтому такими флюсами паяют с дополнительным контролем срока годности.
Пошаговая техника пайки проводов
Пайку проводов выполняют в такой последовательности:
- Снимают изоляцию на длине 3-5 см (на проводах большего диаметра длина удаляемого участка больше).
- При необходимости зачищают и обезжиривают соединяемые жилы.
- Формируют плотную скрутку проводов.
- Обрабатывают полученный сросток флюсом.
- Набирают на жало припой и паяют скрутку, прогрев продолжают до полного растекания; при необходимости повторяют несколько раз. Припой должен заполнить все полости сростка так, как это показано на рисунке 6.
- Полученный сросток изолируют.
 Рисунок 6. Спаянные однопроволочные провода
Рисунок 6. Спаянные однопроволочные провода
Пайка алюминиевых проводов друг с другом, а также с медными не имеет принципиальных отличий за исключением более сложной процедуры облуживания.
Пошаговая методика пайки радиодеталей на плату
Обычно радиодетали и заводские печатные платы имеют выводы и токоведущие дорожки, которые покрыты оловом. Их можно паять без предварительного облуживания. Платы лудят только при их самостоятельном изготовлении.
Процедура пайки включает такие шаги как:
- Пинцетом отгибают выводы под требуемым углом, затем их вставляют в отверстия платы.
- Фиксируют деталь пинцетом.
- Набирают припой на жало, погружают его в канифоль, приставляют к точке соединения вывода с платой так, как это показано на рисунке 7. После нагрева поверхностей припой перетекает на дорожки платы, вывод элемента, контакты микросхем, равномерно распределяясь по ним под действием сил поверхностного натяжения.
- Деталь удерживают в нужном положении пинцетом до застывания припоя.
- После завершения пайки следует обязательно промыть плату спиртом и/или ацетоном.
- Дополнительно контролируют отсутствие короткого замыкания компонентов платы, вызываемых каплями припоя.
 Рисунок 7. Пайка выводов радиодеталей на печатной плате
Рисунок 7. Пайка выводов радиодеталей на печатной плате
Губки пинцета для лучшей фиксации целесообразно заточить или использовать специальный инструмент по типу показанного на рисунке 8.
Избыток выводов удаляют бокорезами.
 Рис. 8. Вариант исполнения паечного пинцета
Рис. 8. Вариант исполнения паечного пинцета
На повторно используемых платах установочные отверстия очищают от остатков припоя деревянной зубочисткой.
При работе целесообразно соблюдать следующие правила:
- жало ориентируют параллельно плоскости платы;
- из-за опасности перегрева радиодеталей, а также отслаивания токоведущих дорожек из-за перегрева платы паяют не более 2 секунд;
- перед набором припоя жало следует очистить от окислов.
Возможные проблемы при пайке
При наличии определенного быстро нарабатываемого навыка пайка обеспечивает хороший контакт. Немногочисленные проблемы легко выявляют визуально. К таковым относятся:
- слабый прогрев соединяемых компонентов или т.н. холодная пайка – припой приобретает характерный тусклый цвет, механическая прочность контакта падает, он быстро разрушается;
- перегрев компонентов – припой вообще не покрывает поверхности, т.е. соединение фактически отсутствует;
- перемещение соединяемых компонентов до полного затвердевания припоя – видимый резкий разрыв в пленке затвердевшего припоя, соединение отсутствует.
Устранение этих дефектов осуществляют повторной пайкой.
Заключение
Соединение пайкой обеспечивает высокое качество в сочетании с технологичностью. Процедура проста в реализации (научиться паять можно за пару часов), но необходимо аккуратно выполнять нескольких последовательных операций, тщательно соблюдая технологию работы.
Правильно паять можно только при наличии исправного инструмента.
Возможные проблемы при пайке Паяют всегда со строгим соблюдением правил техники безопасности.